Проверка и регулировка клапанного привода. Каждой фазе рабочего процесса четырехтактного дизеля должно соответствовать определенное положение впускных и выпускных клапанов. При несвоевременном открытии или закрытии впускных клапанов уменьшается масса заряда воздуха, поступающего в цилиндры. При несвоевременном открытии и закрытии выпускных клапанов ухудшается очистка цилиндров от газов и увеличивается противодавление в конце такта сжатия при движении поршня к в. м. т.
Правильность установки деталей газораспределения (шестерен привода, распределительного вала, толкателей, штанг, рычагов, клапанов) обеспечивается фиксацией шестерен привода на коленчатом и распределительном валах, фиксацией кулачных шайб и установкой зазора между рычагами и клапанами, между шайбами и толкателями. При правильной установке деталей газораспределения моменты открытия и закрытия впускных и выпускных клапанов точно соответствуют круговой диаграмме фаз газораспределения. Нарушение фаз газораспределения в процессе эксплуатации может привести к снижению надежности, мощности и экономичности дизеля. Проверку и регулирование клапанного привода обычно проводят в следующей последовательности: определяют положения мертвых точек, проверяют зазоры и правильность сборки (после ремонта) шестеренной передачи привода, определяют герметичность клапанов, проверяют и регулируют тепловые зазоры и фазы газораспределения.
Определение положений мертвых точек. В процессе эксплуатации, когда достоверность положения поршня в мертвых точках вызывает сомнение, перед регулированием клапанного привода определяют положения мертвых точек поршня первого цилиндра дизеля. Для этого открывают индикаторные краны и медленно поворачивают коленчатый вал на передний ход, устанавливают поршень первого цилиндра в такое положение, при котором кривошип вала не доходит до в. м. т. на 30—40°. На ободе маховика против стрелки-указателя в это время наносят риску Аи через гнездо форсунки с помощью стержня
или линейки определяют расстояние от поршня до неподвижной кромки на крышке цилиндра или посредством линейки определяют расстояние от нижней кромки поршня до торца втулки цилиндра. Затем поворачивают коленчатый вал до тех пор, пока поршень, пройдя в. м. т., не займет первоначальное положение. На ободе маховика против стрелки-указателя наносят риску. Следовательно, метка в. м. т. поршня (риска В) находится в средней точке между рисками Л и С, а диаметрально противоположная ей риска D на ободе маховика соответствует н. м. т. поршня. Поворачивая затем коленчатый вал, подводят риску В на маховике к стрелке. Если при этом положении коленчатого вала конец стрелки не совпадает с риской на маховике «ВМТ-1», то стрелку сдвигают до совмещения с риской «ВМТ-1» и закрепляют в новом положении. Найденное положение стрелки еще раз проверяют.
Проверка герметичности клапанов. При работе дизеля наибольшему изнашиванию подвергаются коническая (рабочая) поверхность тарелки клапана и его гнездо. При повреждении рабочей поверхности клапанов происходит пропуск через них газов. Клапаны с поврежденной рабочей поверхностью, как правило, заменяют новыми или притирают. Для проверки герметичности клапана на его рабочую поверхность наносят карандашом несколько черточек. Затем клапан устанавливают в гнездо и поворачивают на 30—40°. Если черточки сотрутся, значит, клапан притерт хорошо. Притирают клапаны по гнезду на мелком наждачном порошке, пасте ГОИ и затем на чистом масле. Герметичность посадки клапанов на гнезда можно проверить и без их разборки. Например, проверяют герметичность посадки пускового клапана на гнездо при положении рычагов управления «Стоп». Если из цилиндров через открытый индикаторный кран будет выходить воздух, то это характеризует неудовлетворительную герметичность клапана.
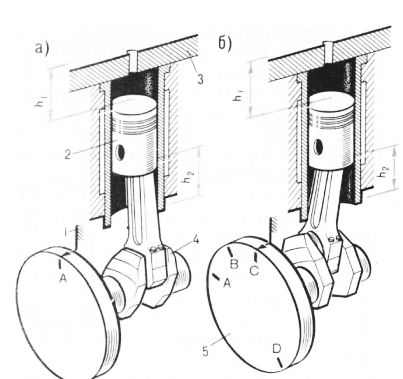
Рис. 1. Определение мертвых точек поршня
Для проверки плотности посадки впускного и выпускного клапанов сжатый воздух подается в цилиндр через индикаторный кран при рабочем положении рычагов управления, когда клапаны должны быть закрыты. В случае пропуска клапанов воздух из цилиндра будет выходить через впускной или выпускной коллектор, что обнаруживается на слух по его шипению в трубопроводах.
Регулирование теплового зазора. При работе дизелей температура тарелок впускных клапанов может достигать 400—500 °С, а выпускных — 600—900 °С. Это вызывает значительное удлинение штоков клапанов. Поэтому в приводе между концом клапанного рычага и торцом штока клапана или между кулачной шайбой и тарелкой клапана должен быть зазор по значению больший, чем удлинение штока при работе дизеля. В процессе эксплуатации с ослаблением регулировочных винтов и изнашиванием деталей происходит быстрое изменение тепловых зазоров в клапанном приводе, поэтому проверку и регулирование их при холодном дизеле необходимо проводить через определенное число часов работы СЭУ в соответствии с инструкцией по обслуживанию. Для этого поршень проверяемого цилиндра при такте рабочего хода устанавливают валоповоротным устройством в положение в. м. т., когда оба клапана закрыты. В этом случае между торцом штока и клапанным рычагом или между кулачной шайбой и тарелкой клапана (при надклапанном расположении распределительного вала) образуется зазор, значение которого определяют щупом. В случае отклонения размеров зазоров от допустимых значений их регулируют путем ввертывания (для уменьшения зазора) или вывертывания (для увеличения зазора) регулирующего винта толкателя у клапанных приводов с нижним расположением распределительного вала. С уменьшением зазоров открытие клапанов происходит раньше, закрытие позже; с увеличением зазоров кулачные шайбы набегают на ролик позже и клапан открывается с опозданием, а закрывается раньше. При чрезмерном увеличении тепловых зазоров, кроме того, возникают удары в сочленениях клапанного привода и происходит более быстрое изнашивание кулачных шайб и роликов толкателей.
Зазоры можно контролировать во время работы дизеля, поворачивая штанги. С уменьшением зазора штанги плохо поворачиваются. В этом случае происходит нагрев их верхней части. При большом зазоре возникает стук двигающейся штанги.
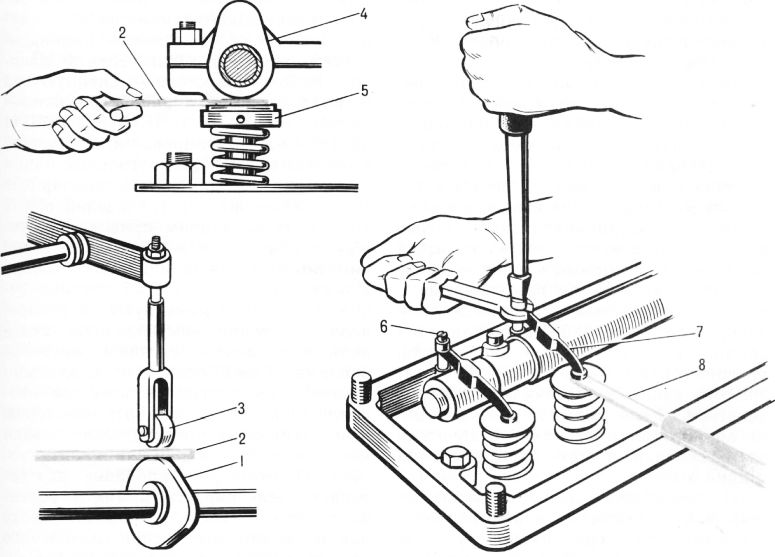
Рис. 2. Проверка и регулирование тепловых зазоров в клапанном приводе
В приводах с надклапанным расположением распределительного вала для увеличения теплового зазора смещают вниз замковую тарелку и ввертывают терелку в шток клапана; для уменьшения, наоборот, вывертывают тарелку из штока.
Проверка и регулирование фаз газораспределения. Отрегулировав тепловые зазоры, приступают к проверке фаз газораспределения. Систему управления дизеля устанавливают в положение «Передний ход». Проверку начинают с первого цилиндра. Валопово-ротным устройством поворачивают коленчатый вал в направлении заданного хода при открытых индикаторных клапанах до тех пор, пока кулачная шайба не начнет набегать на ролик толкателя. Когда ролик толкателя находится на цилиндрической части кулачной шайбы, его без большого усилия можно повернуть рукой и пластинки щупа (фольга или бумага) толщиной 0,04—0,05 мм свободно входят в зазор между роликом и кулачной шайбой. В момент открытия клапана ролик не поворачивается рукой и пластина щупа оказывается зажатой между роликом и выступом шайбы. При этом вращение коленчатого вала прекращают и по делениям на маховике определяют угол опережения открытия впускного клапана: он равен числу градусов, отсчитанных от риски в. м. т. до стрелки, установленной на блоке, т. е. углу, на который кривошип не дошел до в. м. т. Вращая коленчатый вал в том же направлении, определяют момент закрытия впускного клапана. Он наступит, когда профильная часть шайбы освободит ролик, пластина щупа окажется не зажатой и ролик вновь будет проворачиваться. Вращая коленчатый вал в том же направлении, устанавливают таким же образом моменты открытия и закрытия выпускного клапана. Аналогично проверяют фазы газораспределения и по остальным цилиндрам.
При отсутствии доступа к распределительному валу фазы газораспределения дизелей определяют с помощью пластин щупа, вводимых между концом клапанного рычага и штоком клапана или кулачной шайбой 4 и тарелкой 5 клапана. Зажатие пластинки в момент проворачивания коленчатого вала соответствует началу открытия клапана, а ее освобождение — концу закрытия. В системах газораспределения с надклапанным расположением распределительного вала начало открытия клапана можно определить, проворачивая его за тарелку. У закрытого клапана тарелка не проворачивается. Если дизель реверсивный, то аналогично проверяют фазы газораспределения и при работе его на задний ход.
Полученные сведения о моментах открытия и закрытия клапанов заносят в таблицу и сравнивают с указанными в формуляре. Допуск отклонения фаз по углу поворота вала составляет 3—5°. В случае несоответствия фаз газораспределения паспортным данным только у одного клапана заменяют или переставляют его кулачную шайбу. Когда клапан открывается раньше, а закрывается позже (или наоборот), соответственно увеличивают или уменьшают тепловой зазор в приводе с помощью регулировочного винта 6. Если у всех цилиндров дизеля клапаны открываются и закрываются раньше, чем требуется, надо повернуть распределительный вал назад на соответствующий угол против его хода; при позднем открытии клапанов распределительный вал поворачивают вперед по ходу, не изменяя положения коленчатого вала.
Когда в результате проверки газораспределения не обнаруживается никакой закономерности, которая свидетельствует о неправильности установки тепловых зазоров или ошибке в определении моментов открытия и закрытия клапанов, то фазы газораспределения привода проверяют вторично. Передача вращения от коленчатого вала к распределительному обычно осуществляется через несколько цилиндрических, конических шестерен и валиков. Ведомые шестерни монтируют на шлицах хвостовика распределительного вала (у дизелей 12ЧСН 18/20, 6ЧРН 32/48), на регулировочных втулках, имеющих внутри прямоугольные и снаружи (для соединения с шестерней) треугольные шлицы (у дизелей 6ЧСП 15/18). В клапанном приводе некоторых дизелей промежуточные шестерни смонтированы на шлицах своих валов. У дизелей 6ЧСП 27,5/36 ступицу ведомой шестерни монтируют на распределительном валу жестко, а обод, соединенный с диском ступицы, крепится винтами. Обод сделан с овальными отверстиями, благодаря чему при монтаже можно поворачивать шестерню относительно распределительного вала на некоторый угол в ту или другую сторону. Поэтому регулирование фаз газораспределения, если при этом возникает необходимость в повороте в ту или иную сторону распределительного вала, производят в следующей последовательности: поворачивают коленчатый вал в положение, например, начала впуска для первого цилиндра; снимают ведомую или промежуточную шестерню с вала; вращают распределительный вал (за ведомую шестерню или легкими ударами по шайбам медным или свинцовым молотком) до тех пор, пока впускные шайбы первого цилиндра не начнут открывать клапаны; после чего поворачивают ведомую (промежуточную) шестерню на шлицах вала (втулки) в положение, при котором она (без смещения распределительного вала) входит в зацепление с зубьями смежных шестерен; после закрепления шестерен привода, вращая коленчатый вал, определяют момент закрытия впускных клапанов первого цилиндра. В этом случае значение фазы (угла открытия впускных клапанов) должно отличаться от паспортного на ±3—4°, а начало открытия и конец закрытия их будут происходить раньше или позже на соответствующий угол. Аналогично осуществляют регулирование и выпускных клапанов первого цилиндра. Подрегулировку газораспределения остальных цилиндров проводят, изменяя тепловые зазоры в приводе.
Проверка и регулирование форсунок. Наряду с операциями технического обслуживания по поддержанию заданных параметров качества, температуры и давления топлива особое внимание при обслуживании топливных систем обращают на исправность действия форсунок и ТНВД. Следствием неудовлетворительной работы форсунок являются неполное сгорание топлива в цилиндре, повышенное нагаро-образование, дымный выпуск, падение мощности дизеля, стуки. При работе форсунок возможны: закоксовывание сопловых отверстий; увеличение диаметра сопловых отверстий и потеря ими правильной геометрической формы; подтекание топлива при нарушении герметичности между конусом иглы и распылителем; изнашивание направляющих поверхностей у штанг и корпуса форсунки; зависание иглы в корпусе форсунки; ослабление упругости пружины и другие неисправности.
Дефектацию деталей форсунки осуществляют визуально, проводя измерения и испытания на специальных стендах. Нагар с иглы и корпуса распылителя снимают щетками и деревянными скребками. Сопловые отверстия распылителя обычно прочищают калиброванной проволокой диаметром на 0,02—0,05 мм меньше диаметра сопловых отверстий. Эта проволока прилагается к дизелю вместе с комплектом инструментов.
В сопловые отверстия калиброванную проволоку вводят точно по оси и одновременно слегка поворачивают вправо-влево, чтобы предотвратить заедание и поломку проволоки. После прочистки сопловые отверстия продувают сжатым воздухом и промывают топливом. Распылители с разработанными отверстиями, рисками, царапинами, задирами и наработками на цилиндрической поверхности заменяют новыми. При появлении наработки на конусе иглы и увеличении подъема иглы свыше допустимых значений корпус распылителя совместно с иглой бракуют. При перекомплектовке деталей иглу и распылитель подбирают так, чтобы игла входила в него не менее чем на 0,15 своей длины. Иглу и распылитель взаимно притирают на притирочных станках, они не являются взаимозаменяемыми. Игла, смоченная дизельным топливом, выдвинутая из корпуса распылителя на 1/3 длины, при наклоне на 45° должна под действием собственной массы плавно опускаться при любом угле поворота вокруг своей оси. При зависании иглы прецизионную пару взаимно притирают на чистом масле или притирочной пасте. Притирку считают удовлетворительной, если на конусной поверхности иглы образуется ровный поясок шириной 0,3— 0,4 мм.
Пружину форсунки проверяют на остаточную деформацию. Для этого ее высоту, измеренную в свободном состоянии, сравнивают с высотой, указанной в формуляре. При наличии остаточной деформации свыше 5% номинальной высоты пружину заменяют. Герметичность полостей форсунки, давление подъема иглы и качество распыливания топлива проверяют на специальном стенде. Он состоит из одноплунжерного насоса с рычагом ручного привода, топливного бака, манометра, штатива для крепления форсунки и топливосборника. Герметичность полостей форсунки и качество посадки конуса иглы в распылителе проверяют при давлении в нагнетательном трубопроводе стенда на 1,5—2,5 МПа меньше давления подъема иглы и температуре в машинном помещении не менее 20—30 °С. Присоединенная к нагнетательному трубопроводу форсунка вначале прокачивается до удаления из системы воздуха. Затем нажатием на рычаг насоса поднимают давление в нагнетательном трубопроводе стенда до определенного, указанного в инструкции по эксплуатации дизеля значения. Включают секундомер и наблюдают по манометру за падением давления вследствие утечек топлива через зазоры в соединении нагнетательного штуцера с корпусом форсунки, в плоскостях соединений корпуса форсунки с распылителем и между торцами распылителя и нажимной гайки. Как только давление по манометру упадет до указанного в инструкции значения, секундомер выключают. Время падения давления в секундах условно характеризует гидравлическую непроницаемость полостей форсунки. При испытании оно должно находиться в допустимых по инструкции пределах. Например, для дизелей типа 6ЧРН 36/45 время падения давления от 35 до 30 МПа при опрессовке форсунок стандартной рабочей жидкостью (смесью дизельного топлива и масла) должно быть в пределах 15—45 с. Время падения давления в форсунках одного дизеля не должно отличаться от среднего для них значения более чем на 25%. При наличии пропусков в указанных соединениях форсунку снимают со стенда, разбирают, устраняют дефекты, после чего испытывают на стенде повторно. Подтекание топлива через распыливающие отверстия в момент проверки форсунки на герметичность не допускается.
Для регулирования форсунки на давление подъема иглы распылителя путем медленного нажатия на рычаг насоса повышают давление в нагнетательном трубопроводе стенда до момента впрыскивания топлива. Признаком хорошей работы форсунки является металлический звук, сопровождающий впрыскивание топлива. Если впрыскивание произведено при большем давлении, чем указано в паспорте, натяжение регулировочной пружины форсунки уменьшают, если при меньшем давлении, то увеличивают. Повторением впрыскивания топлива и регулированием натяжения пружины добиваются соответствия показаний манометра давлению, указанному в паспорте.
Давление открытия форсунки регулируют с точностью ± (0,2— 0,5) МПа. Вместо контрольного манометра, на стенде иногда устанавливают эталонную, заранее отрегулированную форсунку. Испытываемую форсунку размещают на стенде параллельно с эталонной и, регулируя ее, добиваются одновременности начала впрыскивания с эталонной. Впрыскивание должно быть четким и сопровождаться резким отрывистым звуком; после пяти-шести впрыскиваний сопло должно быть сухим. Отсечку впрыскивания проверяют на слух. Качество работы гидрозапорных (беспружинных) форсунок проверяют на стенде с двумя насосами: с помощью одного из насосов прокачивают топливо через отверстия распылителя, с помощью другого создают необходимое давление в полости запирающей жидкости.
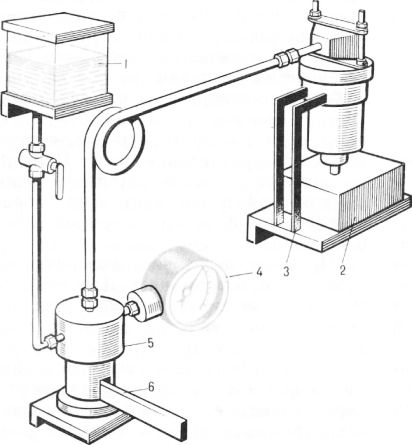
Рис. 3. Стенд для испытания форсунок
Для оценки качества распыливания топлива форсункой используют экран из толстой бумаги, который располагают перпендикулярно оси форсунки. При хорошем качестве распыливания форма отпечатков топлива, вытекающего из сопловых отверстий, должна быть одинаковой.
Проверка и регулирование ТНВД. В процессе эксплуатации ТНВД наибольшему изнашиванию подвергаются втулка и плунжер, нагнетательные клапаны и их седла. Плунжер и втулка не являются взаимозаменяемыми деталями, поэтому при изнашивании одной из них заменяют и другую. Аналогично поступают с клапанами и седлами. При техническом обслуживании ТНВД проверяют герметичность нагнетательных клапанов и плунжерных пар, положение плунжера во втулке, угол опережения подачи топлива, положения нулевой и максимальной подачи топлива, равномерность распределения нагрузки по цилиндрам дизеля.
Проверка герметичности нагнетательных клапанов. Для проверки герметичности посадки нагнетательного клапана на гнездо отсоединяют трубопровод от ТНВД к форсунке. На ТНВД устанавливают контрольный манометр и с помощью рукоятки ручной прокачки повышают давление в насосе до установленных инструкцией значений, например для дизелей типа НФД48 до 30 МПа. При исправном нагнетательном клапане давление от 30 до 20 МПа должно уменьшаться в течение 10 мин. В противном случае клапан притирают или заменяют новым.
Проверка герметичности плунжерных пар. Герметичность плунжера во втулке и отсутствие заеданий при его перемещении проверяют следующим образом. Частично разбирают насос. Демонтированную из корпуса ТНВД плунжерную пару тщательно промывают профильтрованным дизельным топливом. После промывки плунжер свободно без качки должен входить во втулку. Проверив это, плунжер выдвигают из втулки на 1/3 длины его рабочей поверхности, устанавливают втулку в вертикальное положение, плунжер в этом случае должен плавно входить во втулку под действием собственной массы при любом угле поворота.
Герметичность плунжерной пары можно проверить и так. После промывки в дизельном топливе зажимают пальцем наполнительное отверстие и отверстие с торца втулки и выводят плунжер на некоторое расстояние из втулки. При хорошей герметизации под действием разрежения над плунжером он должен возвратиться в первоначальное положение без заеданий.
Качественное состояние сопрягающихся цилиндрических поверхностей плунжера и втулки можно проверить гидравлическим испытанием по времени падения давления в надплунжерном пространстве ТНВД. Для этого вынимают из насоса нагнетательный клапан, присоединяют к штуцеру ТНВД манометр, включают минимальную подачу и с помощью рычага ручной прокачки повышают давление в надплун-жерном пространстве до определенного значения. Время падения давления (при неподвижном рычаге ручной прокачки) является браковочным показателем изнашивания пар. Например, для ТНВД дизелей 6ЧСП 15/18 время падения давления от 3,5 до 2,0 МПа при вязкости топлива 9,9—10,9 мм2/с должно быть не менее 15 с; для плунжерных пар ТНВД дизелей 6ЧРН 36/45 время падения давления от 4 до 2 МПа — не менее 60 с.
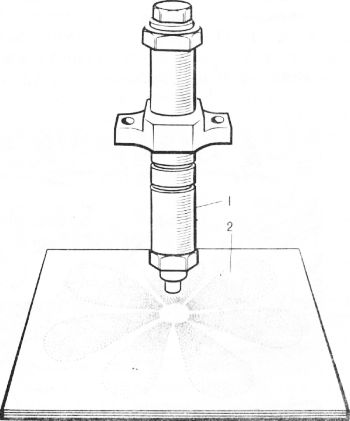
Рис. 4. Проверка качества распыливания топлива
Проверка положения плунжера во втулке. При нахождении плунжера в крайнем нижнем положении, когда ролик ТНВД опирается на цилиндрическую часть шайбы, высота открытия плунжером наполнительного отверстия во втулке должна быть в пределах, указанных в формуляре насоса. В случае несоблюдения этого условия в цилиндр будет поступать недостаточное количество топлива и дизель не разовьет заданной мощности.
Высоту открытия наполнительных отверстий изменяют обычно с помощью регулировочного болта толкателя, для чего поворачивают кулачный вал ТНВД и устанавливают при этом толкатель проверяемой секции насоса в положение в. м. т. Плунжер отверткой поднимают до упора в седло нагнетательного клапана и щупом измеряют зазор между торцом плунжера (направляющим стаканом) и регулировочным болтом. По инструкции заводов-изготовителей у дизелей 6ЧСП 18/22 зазор должен быть равен 1,31 мм; у дизелей 6ЧРН 36/45 — 3 мм; у дизелей 6ЧСП 15/18 — 0,5—0,8 мм. Высоту открытия наполнительных отверстий можно регулировать также изменением толщины прокладки под ТНВД.
Проверка и регулирование угла опережения подачи топлива. Момент подачи топлива в цилиндр и качество его сгорания обусловливаются углом опережения подачи. Проверку его начинают, как правило, с первого от маховика цилиндра. Для этого, отсоединив трубку, к нагнетательному штуцеру насоса крепят накидной гайкой моментоскоп, состоящий из металлической, резиновой и стеклянной трубок. Регулирующие органы устанавливают на номинальную подачу топлива и прокачивают насос вручную для удаления пузырьков воздуха из трубопровода насоса и моментоскопа. Сжимая резиновую трубку, уровень топлива в моментоско-пе устанавливают для удобства наблюдения примерно на середине стеклянной трубки. Затем при медленном поворачивании коленчатого вала на передний ход следят за моментом смещения мениска в стеклянной трубке, который будет соответствовать началу подачи топлива. Определив на ободе маховика угол опережения подачи топлива, сравнивают его с указанным в формуляре.
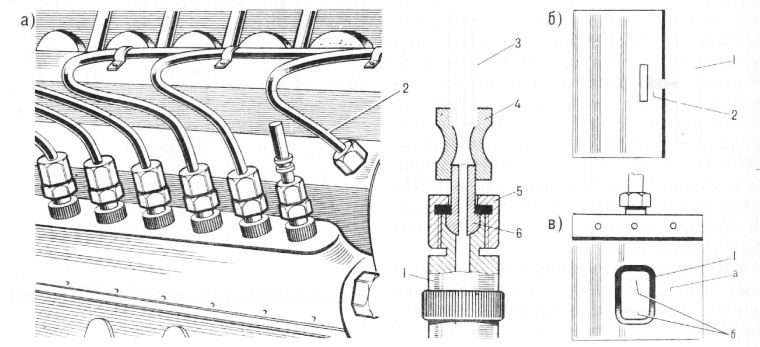
Рис. 5. Средства проверки угла опережения подачи топлива
При отсутствии моментоскопа угол опережения впрыскивания топлива определяют следующим образом: отсоединяют топливную трубку от насоса, вынимают из ТНВД нагнетательный клапан с пружиной, включают подачу топлива к насосу, удаляют воздух из магистрали, прикрывают отверстие в нагнетательном штуцере пальцем и медленно проворачивают коленчатый вал до прекращения вытекания топлива через нагнетательный штуцер. Угол опережения впрыскивания топлива определяют по положению стрелки относительно градуировки маховика. Некоторые насосы имеют смотровые люки в секциях с рисками а, которые в момент начала впрыскивания топлива должны совпадать с риской на стакане толкателя.
Многоплунжерные блочные ТНВД могут иметь риски (метки) на фланце топливораспределительного вала и торцовой части корпуса насоса. При наличии таких рисок вращают коленчатый вал до совпадения рисок и по маховику определяют фактическое значение угла опережения подачи топлива. Если после двукратного определения угла опережения подачи топлива разница измерений не превышает ±(1 — 1,5°), результат проверки считают удовлетворительным.
При недопустимом отклонении угла опережения подачи топлива от приведенного в формуляре угол опережения впрыскивания топлива регулируют путем поворота топливной шайбы на распределительном валу либо топливораспределительного вала или при помощи болта ТНВД.
У реверсивных дизелей с индивидуальными ТНВД для измерения угла опережения ослабляют крепление соответствующих топливных шайб и выводят их из зацепления с фланцем втулки. Перед этим отмечают рисками положение топливной шайбы относительно втулки. Для увеличения угла опережения поворачивают шайбу на определенный угол по направлению вращения распределительного вала, а для уменьшения его — против направления вращения вала, после чего закрепляют шайбы на втулке. Поворотом шайбы на один зубец можно изменить момент подачи топлива на определенный угол, у дизелей 6ЧРН 32/48, например, на 3—5°.
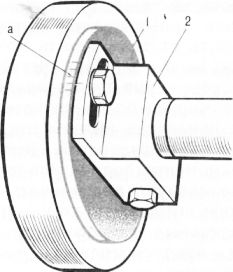
Рис. 6. Механизм регулирования топливо-подачи дизеля 6ЧСПН 27,5/35
Проверку момента подачи топлива у блочных насосов производят по первой секции и регулирование их осуществляют путем поворота на определенный угол топливораспределительного вала. На фланцах соединительной муфты топливного насоса накернены риски а. Соединительные муфты обычно скрепляют болтами, проходящими через овальные отверстия ведущего фланца. Совпадение риски на ведущем фланце муфты с центральной риской ведомого фланца соответствует заданному углу опережения впрыскивания, установленному заводом-изготовителем. Для восстановления заданного угла опережения подачи топлива отвертывают болты и поворачивают ведомый фланец относительно привода на несколько делений по направлению вращения распределительного вала или наоборот. При повороте фланца на одно деление изменяется угол опережения у дизелей 6ЧН 16/22,5 и 6ЧСП 15/18, например, на 6°.
У топливных насосов, имеющих толкатель с регулировочным болтом, увеличение угла опережения подачи топлива можно достичь вывертыванием болта из толкателя, а уменьшение — ввертыванием его в толкатель. При повороте винта на одну грань угол опережения впрыскивания топлива в зависимости от типа дизеля может измениться на 1—2°. При регулировании угла опережения впрыскивания топлива с помощью болта толкателя происходит изменение высоты открытия наполнительных отверстий. Поэтому изменение момента подачи топлива в этом случае следует производить в пределах, при которых высота открытия наполнительных отверстий остается в границах, предусмотренных инструкцией по обслуживанию ТНВД.
Проверка и регулирование подачи топлива. Топливные насосы должны быть отрегулированы так, чтобы во все цилиндры дизеля поступало одинаковое количество топлива за цикл. Кроме того, в совокупности с автоматическими регуляторами скорости топливные насосы должны не только изменять подачу топлива во все цилиндры в зависимости от режима работы дизеля, но и гарантировать остановку СЭУ (прекращать подачу топлива при положении рукоятки управления на «Стоп»), а также не увеличивать подачу топлива сверх установленного предела, при котором дизель может работать с 110%-ной перегрузкой. Для проверки положения так называемой «нулевой подачи» ТНВД органы управления дизелем (рукоятку или маховик) ставят в положение «Стоп», насосы заполняют топливом и прокачивают вручную. При этом они не должны подавать топливо к форсункам дизеля. Положение «нулевой подачи» насосов можно проверить и с помощью моментоскопа. Если насос отрегулирован правильно, при прокачивании его вручную верхний уровень топлива в стеклянной трубке моментоскопа остается неподвижным. У некоторых дизелей положение «нулевой подачи» ТНВД проверяют по совпадению нулевого деления шкалы с меткой на корпусе насоса.
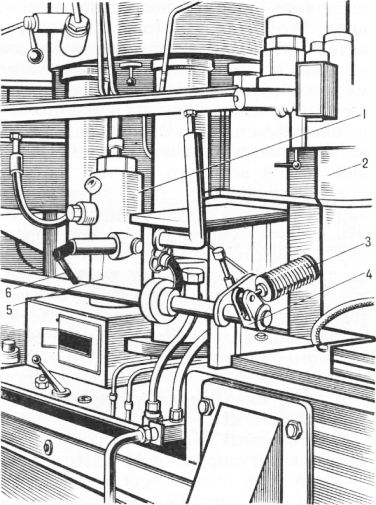
Рис. 7. Механизм регулирования ТНВД дизеля 6ЧРН/45
С изменением нагрузки регулятор, как, например, у дизелей 6ЧРН 36/45, через пружинный элемент поворачивает валик, который рычагами соединен с рейками ТНВД. При перемещении реек происходит увеличение или уменьшение цикловой подачи топлива. У некоторых дизелей в систему регулирования вместо валика
4 включена тяга. Проверив положение «нулевой подачи» ТНВД, тягу или валик переводят в сторону, противоположную увеличению подачи, и убеждаются, что рейка вышла за «нулевую подачу» на 2—3 мм. При остановке дизеля это гарантирует выключение подачи всеми насосами. Максимальное выдвижение рейки (при выключенных ТНВД) ограничивается специальными упорами. Аналогичные упоры (ограничители) перемещения тяг (поворота валиков) механизма регулирования при максимальной подаче топлива ТНВД устанавливают при стендовых испытаниях дизеля для 110%-ной нагрузки. Ограничители «нулевой» и максимальной подачи топлива пломбируют. В процессе эксплуатации дизеля изменять их положение не разрешается. В момент проверки исправности действия ТНВД при выдвижении рейки в положение до упора «нулевой подачи» дизель должен остановиться, а при положении у упора максимальной подачи — развивать угловую скорость по тахометру, равную 103%-ной номинальной.
В процессе эксплуатации вследствие неодинакового износа плунжерных пар ТНВД может нарушиться равномерность подачи топлива в цилиндры дизеля.
Равномерность подачи топлива или нагрузки цилиндров дизеля в судовых условиях чаще всего определяют по температуре выпускных газов, а также методом поочередного отключения цилиндров работающего дизеля. При отключении цилиндра наблюдают по тахометру за снижением угловой скорости коленчатого вала. Чем больше падает частота вращения после отключения данного цилиндра, тем значительнее его нагрузка. Для проверки равномерности подачи топлива по цилиндрам к нагнетательным штуцерам насоса присоединяют трубки с мерными мензурками. Рейку насоса устанавливают в положение номинальной цикловой подачи. Проворачивают коленчатый вал до тех пор, пока в одну из мензурок не поступит 100 см3 топлива. Сравнивают объемы топлива во всех мензурках. Если степень неравномерности подачи топлива превышает значения, указанные в инструкции по эксплуатации дизеля, производят регулирование ТНВД. Равномерность распределения нагрузки по цилиндрам дизеля регулируют изменением угла опережения впрыскивания или цикловой подачи топлива путем поворота плунжера относительно втулки или втулки относительно плунжера. Системы регулирования ТНВД дизелей в соединении управляющих тяг (валиков) и регулирующих органов обычно имеют специальные регулировочные винты или талрепы, посредством которых можно также изменять количество подаваемого в отдельные цилиндры топлива.