Источником тепла при сварке под водой является электрический дуговой разряд, обычно называемый электрической дугой. Дуга горит между непрерывно оплавляющимся электродом и свариваемым изделием.
Дуга под водой обладает особенностями, существенно отличающими ее от дуги, горящей на воздухе, и влияющими па характеристики процесса сварки.
Если на воздухе температура сварочной дуги, горящей между двумя железными электродами, колеблется в пределах 5000—6000 °К, то под водой температура сварочной дуги в пределах глубин, не превышающих 10 м, составляет ориентировочно 7000—9000 °К.
Под водой дуга заключена в замкнутый парогазовый пузырь, поддерживаемый за счет испарения и разложения воды, продуктов сгорания металла изделия, электрода и его минерального покрытия.
При горении дуги в парогазовом пузыре создается противодавление. Дуга как бы сама создает условия для своего существования. Парогазовый пузырь, по данным исследований, состоит из водорода, углекислого газа, окиси углерода и в незначительном количестве углеводородов и кислорода. Как показали исследования, с увеличением давления содержание водорода в пузыре растет и доходит на глубине 100 м при сварке покрытыми электродами до 77,5%.
Повышенное давление газов в парогазовом пузыре, а также наличие значительного количества водорода обладающего высокой теплопроводностью, оказывает охлаждающее действие на дугу. Стенки пузыря подвижны, так как часть газов периодически покидает пузырь вырываясь на поверхность.
Возбуждение сварочной дуги под водой осуществляется так же, как и на поверхности, путем соприкосновения электрода с изделием.
Схема горения дуги под водой представлена на рис. 1. Под воздействием тепла дуги металл изделия расплавляется, образуя сварочную ванну. Размер ее зависит от диаметра электрода и силы сварочного тока. В центре ванны создается углубление, называемое кратером. Между дном кратера и электродом располагается столб дуги. Глубина, на которую расплавляется металл изделия под воздействием тепла дуги, называется глубиной провара.
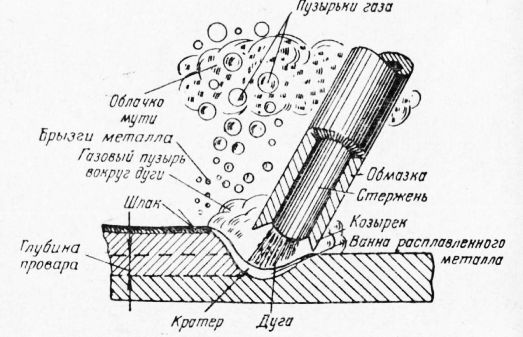
Рис. 1. Схема горения сварочной дуги под водой
По глубине провара судят о качестве сварки. Принято считать, что, чем больше глубина провара, тем выше качество сварки. Поэтому рекомендуется сварку вести короткой дугой, чтобы получить большую глубину провара. Дуга длиной, равной диаметру электрода, называется короткой. Обычно длина дуги не превышает 3—5 мм.
В процессе сварки оплавляющийся металл электрода перемешивается с расплавленным металлом изделия и образует сварной шов, поверх которого откладывается шлак. При сгорании стержня электрода плавится покрытие (обмазка), образуя козырек, а продукты сгорания образуют облачка мути и пузырьки газа. Горение дуги сопровождается разбрызгиванием жидкого металла, обычно связанным с переходом капель в сварочную ванну.
В зависимости от состава покрытия электрода (обмазки) при ручной сварке и состава электродного стержня перенос металла с электрода в шов приобретает различные формы. Наилучшей формой, обеспечивающей высокие механические свойства, является мелкокапельный перенос, которым и характеризуется подводная аварка вручную. Схема переноса металла при электродуговой сварке представлена на рис. 2.
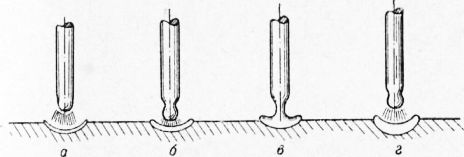
Рис. 2. Схема переноса металла в дуге:
а — горение дуги; б — образование капли; в — переход капли в ванну; г — первоначальное положение
В первый момент горения дуги происходит расплавление торца электрода и металла изделия. Затем под воздействием тепла дуги на торце электрода образуется капля. Под действием силы тяжести за счет ослабления сил поверхностного натяжения, а также под действием электродинамических сил, направленных вдоль оси столба дуги, капля отрывается от электрода и переходит на изделие. Затем дуга возбуждается вновь и цикл повторяется.
Сварка под водой осуществляется на постоянном токе на прямой (минус на электроде) или обратной полярности (минус на изделии) в зависимости от марки электродов и вида выполняемой работы. Возможна сварка под водой и на переменном токе, но применение его нежелательно, так как на постоянном токе ведение процесса сварки и резки легче и горение дуги более устойчивое.
Сварочная дуга является проводником электрического тока, она так же, как всякий электрический провод-пик, окружена магнитным полем. Магнитное поле дуги
При сварке крупных изделий, например суДов, коТлОв и т. д., приходит во взаимодействие с массой изделия и вызывает отклонение его от оси электрода. Дуга начинает гореть неустойчиво (блуждать), и сварка становится невозможной. Это явление носит название магнитного дутья дуги.
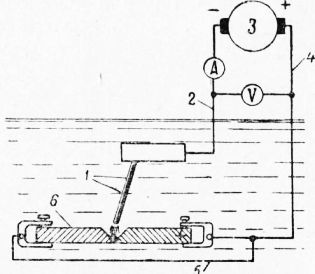
Рис. 3. Схема присоединения обратного провода к изделию с двух сторон:
1 — электрод; 2 — прямой провод; 3 — генератор; 4 — обратный провод; 5 — разветвление обратного провода; 6 — свариваемый металл
Блуждание дуги зависит от концентричности и толщины покрытия электродов, от распределения тока и других причин. Магнитное дутье проявляется сильнее при сварке на постоянном токе.
Один из способов борьбы с магнитным дутьем — изменение наклона электрода или изменение направления сварки, например от кромки к середине листа. Хорошие результаты дает перенесение места присоединения обратного кабеля к изделию поближе к месту сварки. Также хорошие результаты дают разветвление обратного провода и присоединение его К изделию с двух сторон.
Заметно уменьшают магнитное дутье тщательная подгонка свариваемых листов и уменьшение зазоров. Схема поста при сварке под водой приведена на рис. 4.
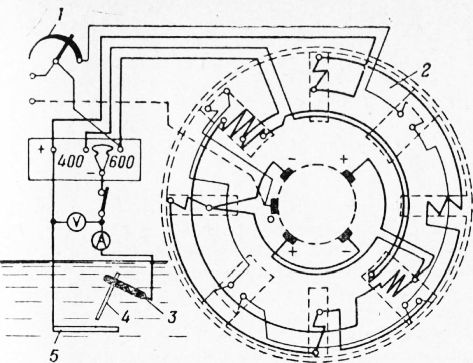
Рис. 4. Схема поста для сварки под водой:
1 — реостат; 2 — сварочный генератор типа СГП-3-VI; 3 — электродо-держатель; 4 — электрод; 5 — изделие