Допускается применение газовой резки, однако в этом случае места разделки под заварку должны быть окончательно подготовлены одним из способов механической обработки на глубину не менее 6 мм.
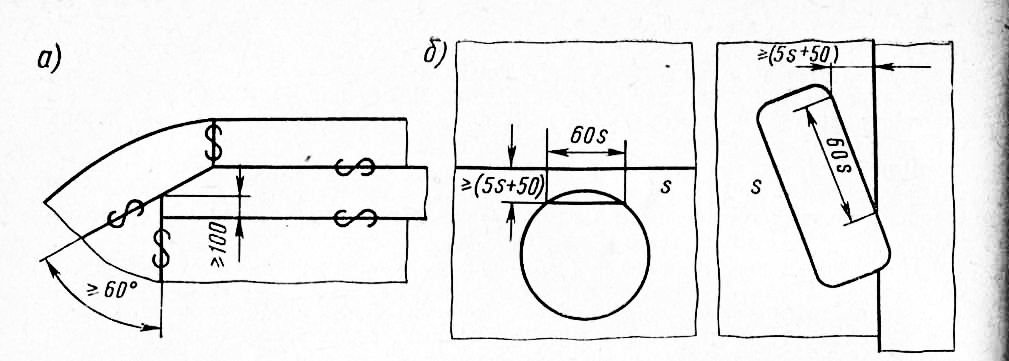
Рис. 1. Вариант допустимого пересечения сварных швов (а). Расположение ввариваемых элементов по отношению к близлежащим сварным стыковым швам (б)
Как правило, при замене поврежденных участков обшивки или палубного настила следует стремиться к сохранению построечного раскроя листов. При невозможности или нецелесообразности выполнения сварных стыковых швов в построечном варианте следует руководствоваться положениями Правил Регистра, а именно:
— сварные швы должны располагаться по возможности в наименее напряженных местах конструкции и как можно дальше от мест резкого изменения сечений связей, отфланцовок, отверстий и других ослаблений конструкции;
— надо избегать скученности и близкого расположения сварных швов. Минимально допустимое расстояние между двумя параллельными стыковыми сварными швами — 200 мм, между параллельными стыковыми и угловыми швами — 75 мм (на длине не более 2 м допускается уменьшить это расстояние до 50 мм);
— расстояние между стыковым монтажным сварным швом обшивки или палубного настила и поперечной переборкой должно быть не менее 200 мм;
— расстояние между стыковым монтажным сварным швом обшивки или настила и стыками продольного набора должно быть не менее 150 мм. Допускается также совмещение в одной плоскости монтажных стыков обшивки и набора (например, при стыковании корпусов на плаву, секционно-блочном ремонте и т. п.);
— расстояние от стыкового сварного шва (линии реза) до ближайшего элемента поперечного набора при замене участка листа обшивки или палубного настила должно быть равно 0,25 шпации;
— следует всемерно избегать пересечений сварных швов под острым углом. В случаях, когда такое пересечение необходимо, угол пересечения швов должен быть не менее 60°;
— кромки ввариваемых конструкций и деталей не должны располагаться к сварным швам ближе чем 5s + 50 мм на длине ~60s, где s — толщина обшивки в районе вварки;
— углы вырезов и ввариваемых в них элементов должны быть закруглены радиусом не менее пяти толщин обшивки в районе вварки.
Изменение построечного раскроя листов при ремонте корпуса допустимо при условии обеспечения требований Правил Регистра, изложенных выше.
Вопрос о возможности расположения листа (листов) бортовой обшивки перпендикулярно поясьям (либо диаметральной плоскости — для листов палубного настила, днищевой обшивки, второго дна) возникает, как правило, при ремонте разрушенных конструкций (например, при пробоине в обшивке и т. п.).
Если для оконечностей и районов корпуса вне, предела 0,5L в средней части расположение поясьев листов (вдоль или поперек судна) не имеет существенного значения и определяется только технологическими соображениями, то для связей корпуса в средней части судна расположение поясьев определяется уже соображениями прочности.
Известно, что прочностные характеристики листов вдоль проката и поперек его неравноценны. Механические свойства образцов, взятых из листа поперек проката, примерно на 25% ниже, чем образцов, взятых в направлении проката, т. е. вдоль листа.
Хотя в Правилах Регистра и большинства классификационных обществ нет прямых указаний о расположении листов в оболочке корпуса, представляется
целесообразным исключить поперечное расположение листов в средней части гулна во избежание неоправданного снижения продольной прочности. Например, Правилами Норвежского Веритаса регламентируется продольное расположение листов (вдоль проката) в пределах 0,5L в средней части судна для следующих связей корпуса- расчетной палубы в районе между бортом и линиеи больших выоезов; днищевой и бортовой наружной обшивки.