Устранение водотечности заклепочных швов аваркой под водой выполняется более успешно, чем на воздухе, так как усиленный отвод тепла водой не вызывает нагрева соседних участков и не расстраивает плотности рядом лежащих участков заклепочного шва.
Вначале поврежденное место очищается от ржавчины, окалины и грязи, а затем заклепки и кромки листа в поврежденном участке обвариваются узким валиковым швом при небольшой силе тока электродом 0 4 мм. Обварка заклепок производится в два прохода — по полупериметру за каждый проход. Начало и конец сварки выносятся в сторону от заклепки не менее чем на 5 мм.
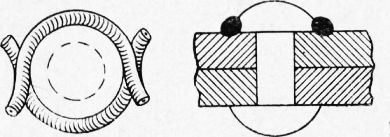
Рис. 1. Схема обварки заклепки