Основным видом оборудования для раскроя древесины являются круглопильные станки; они предназначены для поперечного, продольного и смешанного пиления.
Маятниковые пилы относятся к круглопильным станкам и предназначены для чернового поперечного распиливания досок на отрезки. Маятниковые пилы бывают с верхним и нижним расположением пильного диска.
Маятниковая пила ЦМЭ с верхним расположением пилы представляет собой раму, подвешенную на шарнирах к потолочным или пристенным подвескам, в нижней части которой расположен электродвигатель. На конце вала электродвигателя имеется диск пилы. На одной из подвесок расположен компенсатор с противовесом, благодаря чему рама в нерабочем положении отклонена назад от вертикальной оси на 10°. Резание осуществляется при надвигании пилы за рукоятку на распиливаемый материал. По окончании распиливания рама под действием противовеса отклоняется в исходное положение. Рабочий стол оборудован упорами, которые устанавливают в соответствии с требуемой длиной детали. Диаметр пилы 500 мм, наибольшая ширина распиливаемого материала 400 мм, наибольшая толщина 120 мм.
При работе на маятниковой пиле нельзя допускать выхода диска пилы за край стола; движение пилы в эту сторону должно ограничиваться специальным устройством. Диск пилы должен находиться под кожухом с таким расчетом, чтобы в нерабочем положении все зубья пилы были закрыты. Стол маятникового станка следует оборудовать легковращающимися роликами. Щель для пиления диска в столе не должна быть шире 10 мм, а рабочее место станочника должно быть смещено в сторону от плоскости пилы на 300—400 мм.
Станок с перемещением пилы по прямолинейным направляющим, расположенным параллельно поверхности стола, предназначен для поперечного распиливания досок шириной до 600 мм и толщиной до 125 мм. Диаметр пилы 450 мм. Станок обеспечивает высокую точность прямолинейного распила. Скорость рабочего перемещения пилы может плавно изменяться в пределах от 1 >5 до 48 м/мин, скорость возврата пилы в исходное положение постоянна — 45 м/мин.
Циркульные торцовочные пилы относятся к круглопильным станкам с подачей древесины на пилу и предназначены для чистовой торцовки деталей после строгания. Наиболее часто применяют однопильные станки с Ручной подачей в каретке. Каретка представляет собой стол, на котором установлены прижимное устройство, линейка и упор. При наличии упора отпадает необходимость в разметке деталей по длине. Каретку с обрабатываемой деталью плавно надвигают на пилу. Максимальный диаметр пилы 300—400 мм, максимальные размеры обрабатываемой детали: толщина 100 мм, ширина 350— 500 мм и длина 2000 мм.
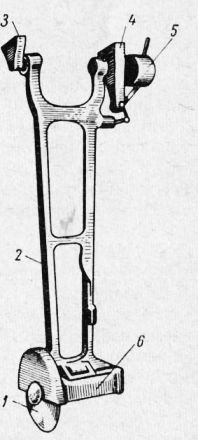
Рис. 1. Маятниковая пила ЦМЭ.
1 — диск пилы; 2 —рама; 3 и 4 — подвески; 5 — противовес; 6 — электродвигатель.
Прижимное устройство в процессеторцовки используют не всегда, в таком случае обрабатываемую деталь плотно прижимают к линейке и упору левой рукой.
При работе на торцовочном станке необходимо соблюдать следующие требования:
1) диск пилы должен быть надежно закреплен на валу зажимными шайбами;
2) направление движения каретки должно быть строго параллельно, а поверхность каретки — перпендикулярна к плоскости пильного диска;
3) угол между направляющей линейкой и плоскостью диска пилы должен быть равен заданному углу, под которым торцуют заготовки;
4) двигать каретку вперед следует плавно, без заеданий и перекосов;
5) верхнюю часть диска пилы необходимо закрывать предохранительным кожухом, а нижнюю ограждать щитками.
Прирезной станок ЦДК-4 относится к одно-пильным станкам с гусеничной подачей и предназначен для продольного раскроя досок и брусков длиной от 250 мм и больше, толщиной до 100 мм. Эти станки обеспечивают точный и чистый пропил.
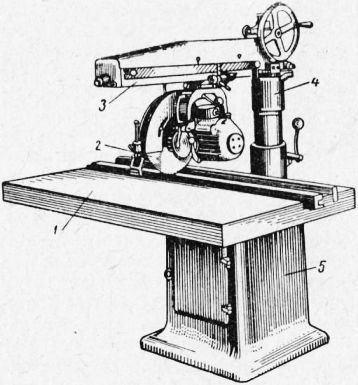
Рис. 2. Станок с перемещением суппорта пилы по прямолинейным направляющим, расположенным параллельно поверхности стола.
1 — стол; 2 — диск пилы; 3 — направляющие; 4 — колонка; 5 — станина.
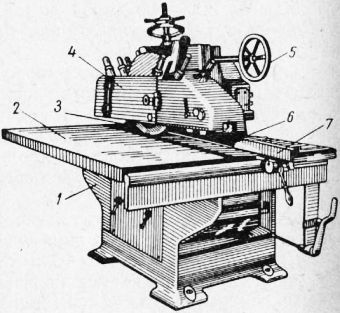
Рис. 3. Прирезной станок с гусеничной подачей.
1 — станина; 2 — рабочий стол; 3 — диск пилы; 4 — защитное приспособление суппорта; 5 — маховичок регулятора высоты; 6 — гусеница; 7 — направляющая линейка.
Особенно эффективно применение станков в тех случаях, когда требуется строго прямолинейный рез, например для склеивания выпиленных брусков без последующей прифуговки на фуговальном станке. Высокое качество поверхности обеспечивают при пилении строгальными или бархатными пилами. При работе на таком станке подлежащую раскрою заготовку вручную подают на стол и прижимают правой кромкой к установленной на заданный размер по ширине направляющей линейке.
Подача материала к диску пилы осуществляется гусеничной передачей, при этом сверху заготовку прижимают к гусенице роликами. Станок имеет станину и стол, над столом расположен вал пилы, на одном конце которого крепится пила, а на другом — ротор электродвигателя. Суппорт с валом пилы может быть поднят или опущен с помощью винтового устройства с маховичками. Устанавливают суппорт в таком положении, при котором пила доходит до поверхности гусеницы и углубляется в продольную канавку по середине гусеницы на 3—5 мм.
Гусеничная передача представляет собой бесконечную цепь из чугунных звеньев, связанных пальцами; она движется по направляющим, расположенным в углублении стола, почти на уровне его рабочей поверхности (с небольшим возвышением над ней). Спереди и сзади стола ее охватывают два туера (звездочки), из которых задний — приводной соединен с механизмом подачи, имеющим электродвигатель. Рабочие поверхности звеньев гусеницы рифленые и поэтому хорошо удерживают распиливаемую заготовку. Спереди и сзади пилы расположены ролики, прижимающие распиливаемую заготовку к гусенице.
Регулирование суппорта с нажимными роликами по высоте при настройке станка на толщину заготовки осуществляется винтовым механизмом.с маховичком. Для предупреждения выбрасывания из станка заготовки или обрезков на суппорте (перед прижимными роликами) подвешены качающиеся упоры. Если необходимо вынуть недопиленную заготовку из станка, упоры приподнимают с помощью рукоятки.
На передней части стола находится направляющая линейка, которую можно вручную передвинуть и зафиксировать на определенную ширину отпиливаемой части заготовки по шкале. Позади стола расположен откидной щиток, закрывающий выходную часть гусеницы, который прижат пружиной и отодвигается проходящей заготовкой.
Сверху станка имеется эксгаустерная приемная воронка, присоединяемая к трубопроводу эксгаустер ной сети.
При наладке прирезного станка с гусеничной подачей следует:
1) проверить полученную из инструментальной мастерской пилу, ее зубья должны быть правильно заточены и профугованы, без трещин и заусенцев; пила должна быть отбалансирована;
2) очистить шайбы и закрепить пилу, расклинивающий нож установить в плоскости диска пилы;
3) опустить суппорт пилы и надежно зафиксировать его в таком положении, чтобы пила находилась в канавке гусеницы, но не касалась бы ее дна;
4) проверить станок, установить направляющую линейку на размер изделия, установить требуемую скорость подачи, включить электродвигатель и произвести пробное распиливание.
Необходимо соблюдать следующие правила по технике безопасности:
1) перед раоотои проверить исправность станка;
2) не производить ремонт и наладку станка при включенных электродвигателях;
3) не производить чистку, обтирку, смазку и уборку станка во время его работы;
4) не загромождать место около станка;
5) не оставлять станок в работающем состоянии без надзора;
6) в необходимых случаях для остановки станка после выключения электродвигателя пользоваться тормозным устройством;
7) запрещается при работе станка поднимать и опускать суппорт пилы; нельзя распиливать заготовки короче 250 мм.
Ленточнопильные станки предназначены для прямолинейного продольного, криволинейного (смешанного) и редко-поперечного распиливания досок, брусков и щитов.
На этих станках в качестве режущего инструмента применяют надетые на вращающиеся шкивы бесконечные тонкие пильные полотнища, обеспечивающие небольшие потери древесины вследствие незначительной ширины пропила.
На рис. 4 показан ленточнопильный станок ЛC80 с нижним приводным и верхним натяжным пильными шкивами, на которые натянута бесконечная лента пилы. Нижний шкив приводится в действие от электродвигателя. Верхний шкив смонтирован на подшипниках передвижного кронштейна, оборудованного пружинным натяжным устройством (в некоторых станках вместо пружинного установлено грузовое натяжное устройство). Ленту пилы направляет на станке специальное приспособление с опорными и направляющими рамками.
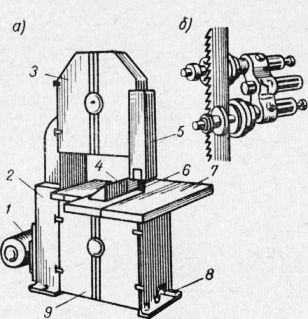
Рис. 4. Ленточнопильный станок ЛС80:
а — общий вид; б — направляющие ролики.
1 — электродвигатель; 2 — станина; 3 — ограждение верхнего шкива; 4 — направляющий угольник; 5 — ограждение регулирующего устройства; 6 — полотнище пилы; 7—стол; в—педаль; 9—ограждение нижнего ведущего шкива.
Распиливаемую заготовку укладывают на стол, посередине которого имеется отверстие для прохода пилы. При прямолинейном раскрое вдоль направляющей линейки, как это делают на круглопильных станках, заготовку подают по линии реза, а при криволинейном распиливании эту линейку снимают и подают заготовку согласно намеченной по шаблону линии реза. На станке можно также производить пиление под углом — с помощью цу-лаги и наклона стола. Наибольшая высота пропила 200 мм, подача заготовок осуществляется вручную, размеры стола 1000 X X 1000 мм. Зубья ленты пилы имеют прямоугольную форму с углом заточки 60°. Развод зубьев на каждую сторону ленточной пилы принимают при распиловке хвойных пород 0,25—0,30 мм, для твердых пород — 0,2—0,25 мм. Разорвавшееся полотнище пилы можно спаять. Чтобы сохранить развод зубьев, ленту пилы спускают с пильных шкивов на величину отгиба зубьев.
Правила техники безопасности при работе на ленточнопиль-ных станках следующие:
1) ленточнопильные станки должны иметь тормозные устройства для быстрой остановки пильных шкивов;
2) пильные шкивы и лента должны иметь ограждение, чтобы исключалась возможность ранения рабочего при разрыве пильной ленты;
3) верхние направляющие ролики пильной ленты следует устанавливать так, чтобы при регулировании их по высоте реза оставалась открытой только режущая часть ленты пилы.