При контроле покрытий на листах, конструкциях, секциях или судах используют те же методы и аппаратуру, о которой говорилось выше. Дефекты лакокрасочных покрытий могут возникнуть в процессе выполнения окрасочных работ, а также после высыхания и образования пленок.
Как видно из таблиц, причины появления дефектов весьма разнообразны. Поэтому предложить единый универсальный способ исправления дефектных покрытий не представляется возможным.
Прежде чем приступить к исправлению дефектов, обнаруженных в процессе работы или после высыхания нанесенных на поверхность лакокрасочных материалов, необходимо установить причины их возникновения, так как одинаковые дефекты могут быть вызваны различными причинами.
Если дефекты покрытия возникли из-за недоброкачественности лакокрасочного материала, то его следует полностью удалить с поверхности. Аналогичным образом поступают и в том случае, когда на покрытии появляется крупная сетка, возникшая при нанесении на грунт, содержащий много пленкообразующей основы, краски, содержащей небольшое количество пленкообразователя. Необходимо удалять покрытия, имеющие плохую адгезию к поверхности, а также грунт или антикоррозионную краску с большими и глубокими трещинами.
Необрастающую краску, на которой появились трещины в результате нанесения на непросохшую антикоррозионную краску или длительного выдерживания ее на воздухе, не удаляют; на этот участок поверхности наносят два слоя необрастающей краски. В тех случаях, когда на краске появляются дефекты, показанные на рис. 3, ее удаляют полностью.
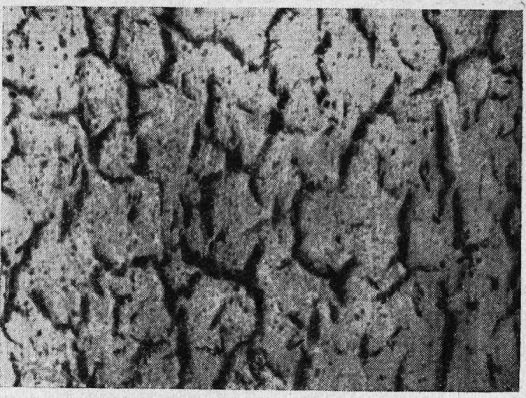
Рис. 1. Разрушение покрытия — крупная сетка.
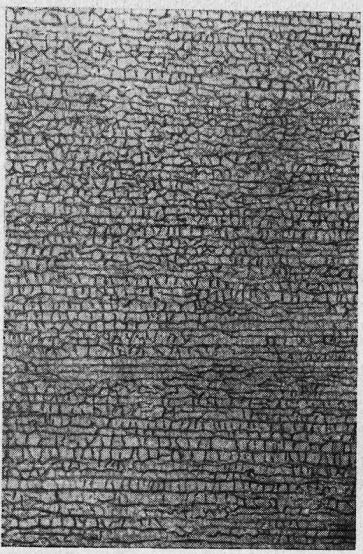
Рис. 2. Трещины, появляющиеся на некоторых типах необрастающих красок.
Дефекты пленки—морщины, сорность, потеки — исправляют мокрым шлифованием с последующей перекраской зашлифованных мест, если при такой перекраске не образуется пятен на поверхности. В противном случае приходится перекрашивать всю поверхность. Особенно сложно исправить морщинистость, обычно возникающую при нанесении чрезмерно толстых слоев краски. Как правило, этот дефект можно устранить, только полностью удалив краску и произведя окраску заново.
Если пленка краски покрылась пузырями и отслаивается от грунта, то удаляют только краску, вновь перекрашивая поверхность.
Перекраску производят и в том случае, если окончательно окрашенная поверхность за время постройки судна потеряла требуемый декоративный цвет, независимо от того, явилось ли это результатом нарушения технологии окрасочных работ или плохого качества красок.
При нанесении эмульсионных красок возможно плохое смачивание ими окрашиваемой поверхности, которая при этом приобретает вид, показанный на рис. 185. Исправление этого дефекта представляет трудоемкую работу: нанесенное покрытие необходимо удалить и произвести окраску заново, после того как окрашиваемая поверхность будет обработана 3—5%-ным раствором соды, прошкурена или в состав краски введен компонент, снижающий ее поверхностное натяжение.
Учитывая это, эмульсионные краски следует сперва наносить на пробные участки размером 1—2 м2.
В настоящее время, как уже говорилось выше, изучается возможность окраски стальных поверхностей с неполностью удаленной Ржавчиной. Для получения хороших результатов такую работу нужно вести под наблюдением ЦЗЛ или ОТК, которые должны проверять правильность очистки, следить за обработкой поверхностей преобразователями и последующим технологическим процессом окраски (соответствием марки преобразователя запланированной, порядком обработки поверхности, количеством слоев преобразователя, длительностью выдержки перед окраской и т. п.).

Рис. 3. Шелушение краски.
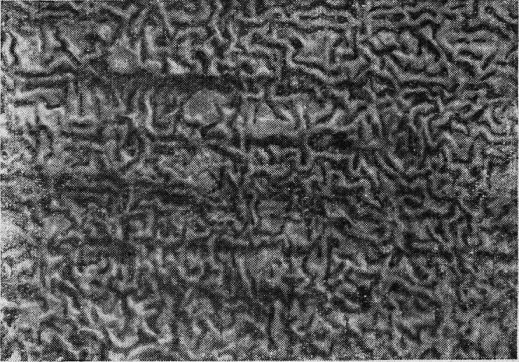
Рис. 4. Сморщивание пленки красок алкидного или масляного типа.
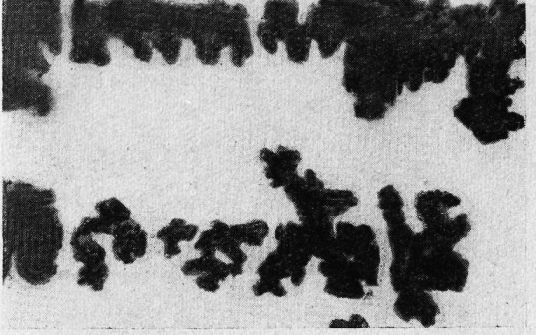
Рис. 5. Вид поверхности при плохом смачивании окрашиваемой поверхности.
Окрасочные работы при влажности более 80% следует проводить под наблюдением представителей ЦЗЛ или ОТК, фиксирующих технологию окрасочных работ, марки используемых красок, тип и количество введенного в краску поверхностного активного вещества.