При выпрессовке и запрессовке дейдвудных и кронштейновых втулок для обеспечения непотопляемости судна, так же как и при выемке и постановке гребных валов, подготавливаются водоотливные средства и устанавливается круглосуточное дежурство.
Выпрессовка дейдвудных и кронштейновых втулок производится в связи с образованием люфтов и выработкой набивки или антифрикционной заливки. Существуют два способа выпрессовки дейдвудных и кронштейновых втулок: специальным съемником и при помощи гребного вала.
Первый способ дает возможность производить вы-прессовку как носовых, так кормовых и кронштейновых втулок. Второй способ применяется только для выпрессовки кормовых и кронштейновых втулок при условии, что конструкция вала допускает выемку его внутрь.
Первый способ. При выпрессовке втулок первым способом применяются различные приспособления, которые состоят из стяжного болта, фигурного (овального) фланца и опоры — скобы, стакана и т. д. Фланец крепится к болту на шарнире. Наибольший интерес представляет универсальное приспособление.
Выпрессовка кормовой дейдвудной втулки производится следующим образом: изнутри корпуса судна проверяется герметичность поставленной металлической заглушки на переборочном сальнике или дейдвудной трубе. Спускается водолаз, и ему подается приспособление. Водолаз рисками фиксирует положение втулки в мортире дейдвуда, выбивает деревянную пробку и заводит штангу с захватами.
При заводке штанги в дейдвудную втулку захваты утапливаются в стакане и пружины находятся в сжатом состоянии. После того как конец штанги выйдет из втулки, пружины выталкивают захваты. С другой стороны штанги заводится сварная олора в виде колпака, в днище которого имеется отверстие для штанги. Второй конец штанги имеет резьбу для заворачивания нажимной гайки
Если нет возможности изготовить универсальное приспособление с пружинными захватами, то делается массивный овальный фланец с продолговатым отверстием для прохода болта. Фланец, свободно насаженный на болт, занимает наклонное положение и проходит через втулку и, при обратном движении болта, захватывает торец дейдвудной втулки. Головка болта делается массивной, и размеры ее превосходят диаметр центрального отверстия фланца.
Болт может крепиться во фланце штифтом (шарнирое соединение). Фланец складывается так, чтобы при проходе через дейдвудную втулку он находился под стержнем болта. На болт надевается скоба (опора), шайба и навинчивается нажимная гайка. Под опору подкладывается деревянная подушка.
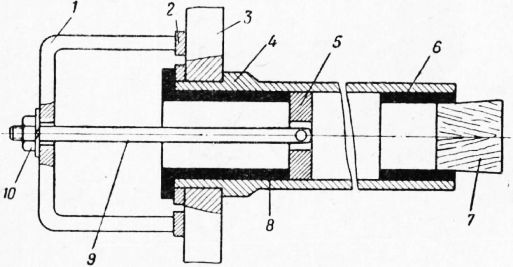
Рис. 1. Приспособление для выпрессовки дейдвудных втулок с фигурным фланцем на шарнире:
1 — скоба; 2— подушка; 3 — обшивка; 4 — дейдвудная труба; 5 — фигурный фланец; 6 — носовая дейдвудная втулка; 7 — деревянная пробка; 8 — кормовая дейдвудная втулка; 9 — стяжной болт; 10 — нажимная гайка
Для выпрессовки втулки заворачивается нажимная гайка сначала от руки, а затем выпрессовка втулки производится гаечным ключом с большой рукояткой при помощи конца, поданного с палубы. Когда фланец втулки немного отойдет от дейдвудной трубы, водолаз стропит ее концом, поданным с верхней палубы. В дальнейшем водолаз перекладывает ключ и наблюдает за выходом втулки из мортиры дейдвуда.
Приспособление для выпрессовки подбирается по размерам втулки. Болт должен иметь более двух длин втулки, а скоба или колпак должны иметь такие размеры, чтобы втулка могла быть выпрессована полностью.
Приспособления со скобами обычно применяются для выпрессовки дейдвудных втулок малых размеров. Если втулка большая (диаметром 400 мм и более), то применяется универсальное приспособление с захватами. Если втулка по длине окажется несколько больше высоты скобы, то при монтаже приспособления под скобу подкладываются подушки или к обшивке в опорных местах привариваются обухи.
По выходе из дейдвудной трубы втулка укладывается на беседку, из нее вынимается приспособление, втулка перестропливается и поднимается наверх.
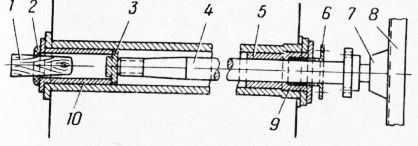
Рис. 2. Выпрессовка кормовой дейдвудной втулки гребным валом:
1 — деревянная пробка; 2 — смоляные жгуты или пакля; 3—фигурный фланец; 4 — гребной вал; 5 — носовая дейдвуд-ная втулка; 6 — дейлвудный сальник; 7 — домкрат; 8 — упорный швеллер; 9 — сальниковая набивка; 10 — кормовая дейдвудная втулка
Аналогично выпрессовывается носовая дейдвудная втулка.
Второй способ выпрессовки кормовых и кронш-тейновых втулок при помощи гребного вала производится в следующем порядке. После съемки винта гребной вал талями подается внутрь корпуса судна. Как только! он отойдет от мортиры на 200—300 мм, водолаз забивает в дейдвудную трубу деревянную пробку и вал вынимается полностью. В дейдвудную трубу изнутри корпуса заводится разъемный фланец с выточками для упора в торец втулки. В дейдвудную трубу заводится гребной вал и упирается во фланец.
В ахтерпике поперек судна укладывается швеллер, который упирается своими оконечностями в бортовые ветви шпангоутов, а между швеллером и соединительным фланцем гребного вала устанавливается домкрат. Домкратом гребной вал постепенно подается внутрь дейдвудной трубы, и дейдвудная втулка выпрессовывается.
После выпрессовки кормовой втулки вал несколько подвигается внутрь судна и водолаз устанавливает деревянную пробку. Гребной вал вынимается, и на дейдвудную трубу изнутри корпуса устанавливается металлическая заглушка. Вал может быть также оставлен в дейдвудной трубе, но это нежелательно, так как возможна фильтрация воды внутрь корпуса судна.
Водолаз во время заводки разъемного фланца и работы в дейдвудной трубе ведет наблюдение и обеспечивает герметичность заглушки.
В случае выпрессовки и носовой втулки металлическая заглушка на переборочный сальник ставится после выполнения всего объема работ.
Для выпрессовки кронштейновой втулки гребной вал подается талями внутрь дейдвуда до тех пор, пока его хвостовик не выйдет из кронштейновой втулки и будет достаточно места для установки упорного фланца. Затем вал подается в корму, упирается своим торцом в середину установленного фланца, и усилием, создаваемым домкратом изнутри корпуса судна, кронштейновая втулка выпрессовывается.
Если выпрессовываются только кронштейнозые втулки, то гребной вал доводится до своего штатного места, а зазор конопатится просмоленной паклей или распущенными прядями растительного троса.
Запрессовка дейдвудных и кронштейновых втулок производится двумя способами: при помощи штанги и фланца (универсальный для всех видов втулок) и домкрата (только для носовых втулок).
Постановка носовых дейдвудных втулок производится в следующем порядке. Водолаз перед началом работ проверяет герметичность поставленной наружной заглушки или пробки. С переборочного сальника снимается металлическая заглушка и в дейдвудную трубу заводится ориентированная по рискам втулка. На передний торец втулки устанавливается фланец с выточкой, а поперек судна укладывается упорный швеллер и между ними помещается домкрат. Домкратом втулка запрессовывается в дейдвудную трубу, после чего домкрат и швеллер убираются, а на трубу устанавливается металлическая заглушка на прокладке.
Запрессовка кормовых дейдвудных втулок при помощи штанги и фланца производится следующим образом. На носовой торец дейдвудной трубы устанавливается на резиновой прокладке фланец с центральным отверстием. Через центральное отверстие фланца заводится штанга с шайбой и гайкой. На одном конце нарезная часть штанги больше длины запрессовываемой втулки, а на другом 100—150 мм. Штанга пропускается через дейдвудную трубу до упора в деревянную пробку.
Затем спускается водолаз, ему подаются на концах дейдвудная втулка и детали приспособления для запрессовки— заглушка, резиновая прокладка, гайки. Водолаз подводит втулку к дейдвудной трубе и по его команде рабочие изнутри корпуса выбивают штангой пробку и доводят штангу до места.
Водолаз пропускает штангу через дейдвудную втулку, подготовленную и висящую на концах, надевает на нарезную часть штанги прокладку,, металлическую заглушку и навинчивает гайку с контргайкой. Потом он совмещает втулку с дейдвудной трубой, ориентируя ее по рискам, и завинчиванием гайки создает натяг. Затем подает команду о запрессовке втулки. В этом случае втулка запрессовывается рабочими-судоремонтниками изнутри корпуса судна путем вращения гайки, а водолаз следит за ходом работ и в случае возникновения перекосов втулки исправляет их.
Если же втулку изнутри запрессовать нельзя, то штанга заводится в дейдвудную трубу концом с длинной нарезкой. Втулку небольших размеров запрессовывает водолаз вращением нажимной гайки ключом от руки. Если втулка больших размеров, то водолаз после сборки приспособления и создания натяга заводит на нажимную гайку ключ с большой рукояткой и запрессовка втулки производится при помощи конца, поданного в палубы, где личный состав корабля или рабочие судоремонтного предприятия механическими средствами или вручную вытягивают трос. Водолаз перекладывает ключ, когда он доходит до крайнего положения, следит за ходом работ и правильной центровкой втулки, а если возникли перекосы, исправляет их. После того как втулка зайдет в дейдвудную трубу на 2/3 своей Длины для ускорения запрессовки, если позволяют условия, дополнительно вращают нажимную гайку изнутри корпуса.
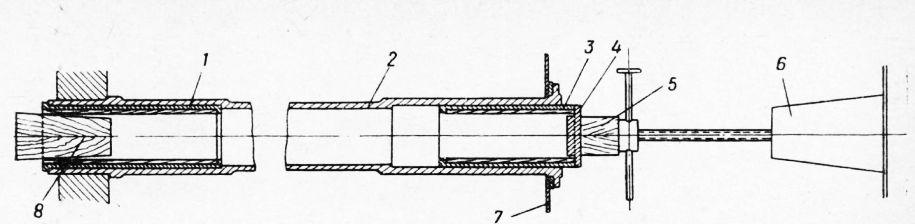
Рис. 3. Запрессовка носовой дейдвудной втулки домкратом:
1 — кормовая дейдвудная втулка; 2 — дейдвудная труба; 3 — носовая дейдвудная втулка; 4 — фигурный фланец; 5 – подушка; 6— домкрат; 7 — переборка; 8 — пробка
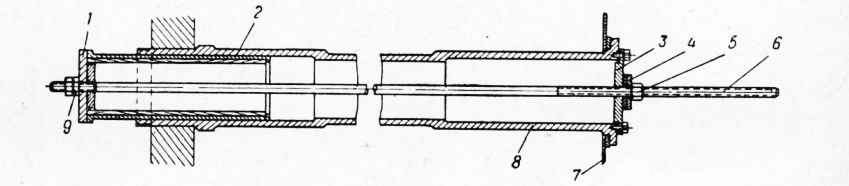
Рис. 4. Запрессовка кормовой дейдвудной втулки штангой с фланцем изнутри корпуса судна:
1 — металлическая заглушка (фланец); 2 — кормовая дейдвудная втулка; 3 — фланец с отверстием; 4—шайбы; 5 — нажимная гайка; 6 — штанга; 7—переборка; 8 — дейдвудная труба; 9 — гайка с контргайкой
Когда втулка дойдет до места, водолаз крепит ее фланец к мортире дейдвуда штатными шпильками, а затем отворачивает гайку и снимает заглушку приспособления. Штанга затягивается внутрь судна, а водолаз забивает во втулку деревянную пробку.
После этого штанга и фланец приспособления вынимаются и вода, попавшая в дейдвудную трубу, откачивается. Дальнейшие действия зависят от конкретной обстановки: или продолжаются работы по монтажу линии вала, или на переборочный сальник устанавливается глухая металлическая заглушка.
Кронштейновые втулки запрессовываются аналогичным приспособлением меньших размеров. Все работы в этом случае производятся водолазом с такелажным обеспечением с верхней палубы корабля (судна).
Смена набивки дейдвудного сальника может выполняться на плаву. Для этого разобщается гребной вал и снимается соединительный фланец. Если между ступицей винта и мортирой установлен защитный кожух, то водолаз предварительно снимает его. Если неудобно подойти к мортире дейдвуда со стороны воды, то вал талями на 200—300 ли подается в корму.
Затем водолаз конопатит зазор между валом и дейдвудной втулкой просмоленной паклей. Сальник снимается, сменяется набивка, затем сальник устанавливается на место и закрепляется штатными шпильками или болтами. После этого водолаз удаляет конопатку, гребной вал затаскивается на место и на его шейку надевается защитный кожух.
Если вал не смещался и не имеет защитного кожуха, то после удаления конопатки из зазора дейдвуда водолаз выходит из воды.