Сварочные швы можно разделить на нижние (а), горизонтальные (б), вертикальные (в) и потолочные (г). Наиболее легкая сварка нижнего шва, которую можно проводить длинной дугой. Расплавленный металл будет равномерно заполнять шов.
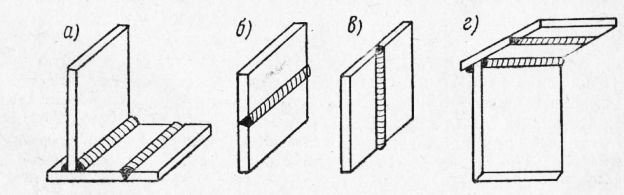
Рис. 1. Расположение сварочных швов в пространстве
Сварку вертикальных швов производят снизу вверх или сверху вниз короткой дугой (чтобы капля без стекания переходила с электрода на основной металл). Сваривать толстые детали рекомендуется снизу вверх, а тонкие — сверху вниз, так как только в этом случае можно избежать прожогов.
Кромки под сварку обычно разделывают примерно под углом 60°, но при сварке горизонтальных швов можно разделать только верхнюю кромку. Дуга в этом случае возбуждается на нижней горизонтальной кромке, а затем переносится на наклонный скос.
Наиболее трудоемка и опасна сварка потолочных швов, так как сварщик может быть поражен расплавленным металлом. Основным правилом при потолочной сварке является поддержание короткой дуги, так как при длинной дуге расплавленный металл будет стекать вниз. Диаметр электрода следует брать меньшей величины, чем при сварке нижних швов.