Уплотнение мест проходов кабелей сквозь переборки и палубы производят для обеспечения непотопляемости судна при затоплении отдельных его отсеков.
Уплотнение места прохода может быть выполнено адгезионным, паническим и комбинированным способами. Адгезионный способ используется при уплотнении в кабельных скобках. Пространство между кабелями и корпусом коробки заполняют жидкой или тестообразной массой, которая после полимеризации твердеет и, прилипая к корпусу коробки (проникая в структуру металла) и оболочкам кабелей, обеспечивает уплотнение. Качество уплотнения определяется степенью адгезии (проникновения) массы в корпус коробки и оболочку кабелей.
Преимущество этого способа состоит в простоте уплотняющих конструкций и отсутствии больших механических усилий на оболочки кабелей. Недостатками этого способа являются недостаточно надежное уплотнение кабелей и проводов в панцирных и волокнистых оплетках и сложность восстановления герметичности в случае ее нарушения.
Механический способ можно применять при уплотнении как в кабельных коробках, так и в сальниках для одиночных кабелей. Одна из деталей уплотнения перемещается вдоль кабеля и снимает набивочную массу, которая под действием давления плотно прилегает к корпусу конструкции и кабелям, создавая необходимое уплотнение. Достоинством механического способа является большая уплотняющая способность и быстрое восстановление герметичности простым поджатием нажимного устройства. К числу недостатков механического способа уплотнения относится сложность его выполнения и, главное, необходимость больших механических усилий на оболочки кабелей при обжатии нажимных устройств. Последнее препятствует применению механического способа уплотнения при использовании кабелей, оболочки которых не обладают достаточной механической прочностью (типов РК, КМПВ и др.). В эксплуатации эти уплотнения требуют периодического контроля, так как вследствие самоотворачивания нажимных устройств или выдавливания части набивочной массы сквозь зазоры состояние уплотнения может ухудшаться.
Комбинированный способ представляет собой сочетание адгезионного и механического. В этом случае используют адгезионные массы, которые подвергаются небольшому механическому обжатию.
Рассмотрим технологию уплотнения проходов. Уплотнение индивидуальных переборочных сальников выполняют в такой последовательности. Вывинчивают сальниковую гайку, вынимают из гнезда нажимную шайбу и отодвигают их. Затем обматывают кабель внутри гнезда сальника асбестовым шнуром, пропитанным раствором кабельной массы 421А в бензине. Диаметр шнура должен быть на 2—3 мм больше ширины зазора между кабелем и отверстием в переборке. Обмотку ведут в направлении ввинчивания сальниковой гайки на 1,5 витка, после чего излишек шнура обрезают, а намотанный шнур плотно вдавливают внутрь гнезда сальника. Затем обматывают кабель полоской, отрезанной от листа массы 421 А, и вдавливают ее так, чтобы она заполнила все пространство между кабелем и внутренней поверхностью кор. пуса сальника. После этого снова наматывают 1,5 витка пропитанного асбестового шнура и уплотняют его. Вставляют в гнездо шайбу и плотно завинчивают гайку сальника. Расстояние А должно быть не менее 5 мм для сальников с проходным отверстием до 20 мм и не менее 8 мм для сальников большего размера. Если после завинчивания гайки это расстояние окажется меньше указанного, сальник разбивают и добавляют виток из пропитанного асбестового шнура. Это необходимо для того, чтобы по мере усыхания массы во время эксплуатации можно было доуплотнить ее путем завинчивания гайки. Кабели у аппаратуры сальников, установленной на открытых палубах, обмазывают массой 211 в форме конуса для защиты от попадания воды в открытое проходное отверстие гайки (на длине 15—20 мм от гайки). Уплотнение неиспользованных сальников в аппаратуре производится массой 421А с двумя металлическими заглушками.
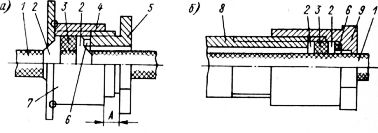
Рис. 1. Уплотнение индивидуальных сальников:
а — переборочного; б — трубного.
1 — кабель; 2 — кольцо из асбестового шнура; 3 — масса 421А; 4 — гнездо сальника; 5— гайка; 6— шайба; 7 — переборка (палуба) водонепроницаемая; а — труба; 9 —гайка сальника.
Уплотнение трубных сальников выполняют аналогично уплотнению переборочных. Кольца из асбестового шнура и массы надевают на кабель, после чего навинчивают гайку на трубу, уплотняя место выхода кабеля из трубы. Если величина зазора между кабелем и отверстием трубы более 4 мм (по диаметру), в сальник на торец трубы ставят дополнительную шайбу с проходным отверстием по диаметру кабеля во избежание выдавливания уплотнительного материала в трубу. Шайбу на торце трубы устанавливают на густом масляном сурике или краске. Запас резьбы на трубе после заворачивания гайки сальника должен быть не менее 6 мм. Уплотнение кабельных коробок производят в такой последовательности.
После затяжки кабелей сквозь кабельные коробки в нижней торцевой части коробок укладывают массу 211. Затем каждый кабель обматывают асбестовым шнуром диаметром примерно 6 мм Шнур не разрезают при переходе от кабеля к кабелю, а вдавливают в массу. Планки с резиновыми прокладками устанавливают, если после укладки кабелей высота надкабельного пространства превышает 40 мм. После затяжки последнего ряда кабелей оставшуюся торцевую часть коробки в надкабельном пространстве заполняют массой 211. Торцы коробки замазывают эпоксидным составом или массой 211. После этого приступают к заливке коробки компаундом. Из верхней части коробки вывертывают болты для выхода воздуха. Насос приводят в рабочее состояние, для чего снимают с него крышку, отводят поршень в исходное положение и заливают компаунд, предварительно смешанный с отвердителем. Резиновый шланг поршневого насоса при помощи наконечника подсоединяют к заливочному отверстию, из которого перед этим вывертывают болт-заглушку. Затем производят заполнение коробки компаундом с перерывами 2—3 мин. После выхода компаунда из верхних отверстий коробки их закрывают болтами. Далее винтом перекрывают отверстие наконечника шланга, и отсоединяют его от коробки.
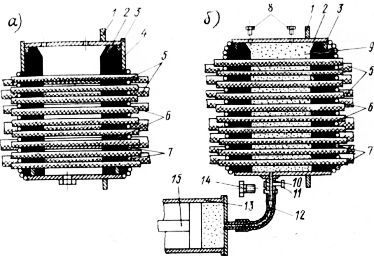
Рис. 2. Уплотнение кабельной коробки: а — уплотнение торцов коробки массой 211; б —заливка коробки компаундом.
1 — фланец установочный; 2 — корпус коробки; 3 —рамка; 4 — планка; 5 —кабели; 6 — масса; 7 — шнур асбестовый; 8 — болты; 9 —компаунд; 10 — наконечник шланга; 11 — винт; 12 — шланг резиновый; 13— насос; 14 — болт-заглушка; 15 — поршень.
После отверждения компаунда (примерно 6 суток) через верхние отверстия щупом проверяют заполнение верхней части коробки. При обнаружении пустот через эти отверстия производят дозаливку компаунда. В случае утечки компаунда при заливке место течи подбивают асбестовым шнуром и продолжают заливку. Массу 211 счищают с торцов коробки.
Компаунд приготовляют смешиванием трех компонентов: эпоксидной смолы ЭД-5 (33 вес. ч.), полиэфира — пластификатора МГФ-9 (2 вес. ч.), жидкого тиокола марки 1 (70 вес. ч.). Эпоксидную смолу заливают в мешалку с пневматическим приводом, затем добавляют полиэфир, и компоненты перемешивают в течение 10 мин. В приготовленную смесь добавляют термостатированный тиокол (т. е. выдержанный в термостате при температуре +75 °С в течение 72 ч и после этого охлажденный) и продолжают перемешивание еще в течение 25—30 мин. Спустя 10 мин через нижнее отверстие мешалки сливают 2—3 кг компаунда и заливают обратно в мешалку. Через 2—3 ч по окончании приготовления компаунда его можно применять для заливки коробок.
Отвердитель вводят в компаунд непосредственно перед заливкой коробок. В качестве отвердителя служит полиэтиленполиамин— 8 вес. ч. (75—76 г на 1 кг компаунда). Компаунд с отвердителем в количестве, необходимом для заливки, перемешивают в мешалке не менее 7—10 мин. Указанное время необходимо для качественного смешивания с отвердителем и нагрева компаунда (при взаимодействии отвердителя с компаундом выделяется тепло), что особенно важно при заливке в холодное время.
При работе с компаундом необходимо выполнять следующие правила безопасности. Приготовлять компаунд нужно в помещениях, оборудованных вытяжной вентиляцией. Рабочие места следует покрывать бумагой, а после работы бумагу и бумажную тару уничтожать. Освещение, электрические грелки и электровентиляторы должны включаться вне помещения. Все операции, связанные с взвешиванием и перемешиванием компонентов компаунда, а также чистку тары и оснастки нужно выполнять под вытяжным колпаком. При работе необходимо пользоваться защитными перчатками (полиэтиленовыми или кожаными) и спецодеждой (халат, нарукавники пластмассовые, фартуки).
Для предохранения от попадания компаунда или отвердителя на кожу рук надо смазать руки перед работой защитной пастой, которую по завершении работ необходимо смыть теплой водой с мылом. Запрещается мыть руки растворителями. Если смола, компаунд или отвердитель, несмотря на все предосторожности, попали на кожу, то руки надо немедленно протереть марлевым тампоном, смоченным спиртом, после чего тщательно вымыть теплой водой. После работы следует вымыться под душем.
Пасту для смазки рук приготовляют так. Казеин в количестве 19,7% (но не казеиновый клей) замачивают в трех-четырехкрат-ном количестве воды и оставляют для набухания на 12—20 ч, после чего отжимают его и нагревают с добавлением глицерина (19,7%), 19-градусного этилового спирта (58,7%) и 25%-ного аммиака (1,9%) до растворения. Полученный раствор фильтруют.
В настоящее время используется специальное переносное устройство по приготовлению эпоксидно-тиоколового компаунда и заливке его под давлением в кабельные коробки. Благодаря применению этого устройства повышаются производительность труда и качество выполняемых работ. В установку можно заливать 8 кг компаунда.
Для пропитки асбестовых шнуров и заливки индивидуальных сальников применяют состав из эпоксидной шпаклевки ЭП-00-10 и отвердителя (полиэтиленполиамина). Пропитку асбестового шнура производят в цеховых условиях при температуре 15—20 °С (в отапливаемом помещении). Нарезанный кусками длиной 0,6 м асбестовый шнур погружают в пропиточный состав. Затем шнур вынимают, тщательно отжимают ветошью и припудривают графитом. После пропитки шнур можно хранить в течение 4—5 ч.
Для заливки сальников и заполнения торцов коробок применяют состав из эпоксидной шпаклевки и отвердителя в виде густой пастообразной массы. Указанная консистенция смеси требуется для исключения вытекания шпаклевки из сальников до ее отвердения и уменьшения адгезии. Чтобы получить такую консистенцию, в полученную смесь (шпаклевка и отвердитель) небольшими порциями добавляют тальк.
Через 6—8 суток после выполнения уплотнения проверяют его внешний вид и приступают к приемке произведенных работ. Уплотнительные конструкции обдувают сжатым воздухом из шланга диаметром’не менее 1/2» при давлении примерно 29,4-104Н/м2 (3 кгс/см2) с расстояния 100 мм. О пропуске воздуха судят, наблюдая за местами прохода кабелей, обмазанных раствором мыла с другой стороны. Уплотнение считается удовлетворительным, если пропусков воздуха не обнаруживают (отсутствие мыльных пузырей).