Деревообрабатывающее производство на судостроительных заводах является мелкосерийным, при котором на большинстве рабочих мест выполняют различные операции с целыми партиями деталей и изделий.
Такой вид производства имеет следующие особенности:
а) периодичность в работе каждого рабочего места;
б) применение универсально-специализированного оборудования;
в) применение специализированных приспособлений, режущего и измерительного инструмента;
г) механизацию обработки, сборки и отделки деталей;
д) относительно высокую квалификацию рабочих;
е) наличие промежуточных складов для хранения заготовок и деталей.
При разработке технологического процесса производства изделий судовой мебели, предметов оборудования помещений и других деталей следует учитывать разнообразие деревообрабатывающего оборудования, установленного на заводах, и конкретные условия.
В перспективе перехода на изготовление нормализованной мебели необходимо разработку рабочих и типовых технологических процессов вести на основе анализа передовой технологии, применяемой на предприятиях.
Совершенствование технологического процесса на участках заготовки, сборки и отделки мебели можно достигнуть наиболее эффективно при внедрении разборной мебели. Это позволит значительно увеличить производительность работ и сократить технологический цикл изготовления судовой мебели.
Отраслевой нормалью ОН 9-244—61 на судовую деревянную мебель для жилых и общественных помещений установлены типы, основные размеры и технические условия (кроме местной мебели). Последнюю изготовляют в незначительном количестве, поэтому мы рассмотрим технологический процесс изготовления нормализованной мебели.
На многих мебельных фабриках и судостроительных заводах технологический процесс изготовления мебели имеет такую последовательность: сушка пиломатериалов, раскрой их на заготовки, механическая обработка заготовок, склеивание и фанерование заготовок, разметка заготовок, механическая обработка деталей, окончательная сборка узлов, обработка их, столярная отделка узлов и деталей, предварительная и окончательная сборка изделий.
Отклонения от указанной технологической последовательности могут быть вызваны рядом причин. Например, разборную мебель отделывают в узлах и деталях и подают на судно в разобранном виде. Узлы и детали при этом пронумеровывают. Неразборную мебель отделывают после окончательной сборки, поэтому необходимость в предварительной сборке отпадает и т. д.
Изготовление судовой мебели и производство других столярных судовых работ выполняют по документам, выпущенным бюро технологической подготовки цеха.
К таким документам относятся маршрутно-технологические, материальные карты и карты раскроя материала, а также альбом насыщения помещений, журнал отступлений от принятой технологии и пр.
Маршрутно-технологические карты в определенной последовательности охватывают все участки цеха, на которых должно обрабатываться изделие. В них указывают наименование станков, участвующих в процессе обработки детали или изделия, количество операций, выполняемых на каждом станке, количество и размеры деталей, породу древесины и другие используемые материалы, наименование или номер режущего инструмента, номера инструкций по технике безопасности, касающиеся данного вида работ и пр.
Работники планового отдела передают эти карты с одного производственного участка на другой по мере готовности деталей или изделия до их полного изготовления.
Материальные карты составляют на каждое изделие; на основании этих карт заказывают материалы в отделе материально-технического снабжения. В них указывают наименование, размеры, марку, сорт, количество, ГОСТ материала и пр.
Карту раскроя материала составляют с целью рационального использования материала. Обычно такие карты необходимы для заготовительного, фанеровочного и обойно-парусного участков.
Альбом или журнал насыщения жилых, общественных и слу-жебно-бытовых помещений составляют на каждое судно; в этом альбоме в определенной последовательности указывают наименование монтажных работ, номер чертежа, номер маршрутно-техно-логической карты, номер строительного района и пр.
Журнал отступлений составляют на конструктивные и технологические изменения, которые направлены на совершенствование технологии, улучшение качества, надежности и долговечности изделия.
Поскольку в настоящее время заготовку и обработку деталей и узлов мебели производят на деревообрабатывающих станках, а ручное столярное изготовление изделий встречается как исключение, мы рассмотрим изготовление судовой мебели только машинным способом.
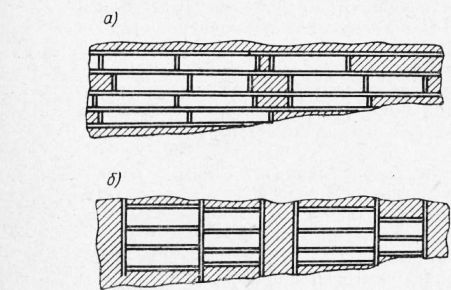
Рис. 1. Схемы раскроя досок:
а — распиливание доски вдоль и торцевание реек поперек; б — торцевание доски поперек и распиливание отрезков.