Под катетом (калибром) углового шва принимается:
— для равностороннего шва — катет вписанного в сечение шва равнобедренного треугольника;
— для разностороннего шва — меньший катет вписанного в сечение шва треугольника.
Катет двустороннего непрерывного углового шва не должен приниматься более 0,7 толщины свариваемого листа или стенки профиля.
При ремонте корпусных конструкций катеты угловых сварных швов следует назначать согласно построечным чертежам. При отсутствии чертежей завода-строителя либо при изготовлении новых конструкций необходимо руководствоваться требованиями действующих Правил Регистра (Ч. II. Корпус).
При замене ручной или полуавтоматической сварки на автоматическую для однопроходных угловых швов калибр (расчетный катет) может быть уменьшен до 0,7 первоначального значения. При ремонте корпуса часто возникает необходимость обратной замены, т. е. применить ручную или полуавтоматическую сварку в среде углекислого газа вместо ранее сваренных автоматом швов.
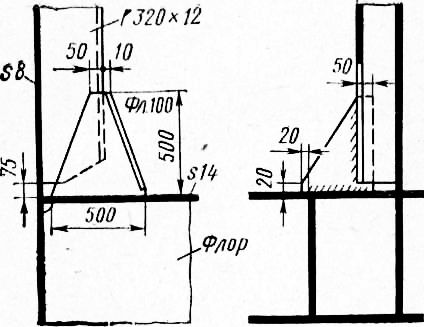
Рис. 1. Крепление стойки переборки с помощью кницы
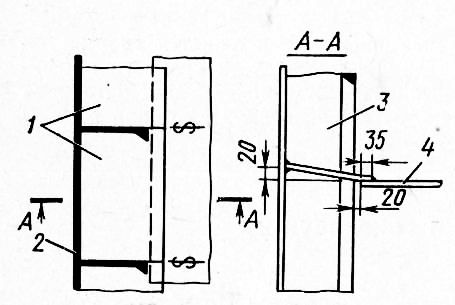
Рис. 2. Узел прохода бортовых шпангоутов через нижнюю палубу (твиндек):
1 — заделка; 2 — бортовая обшивка; 3 — бортовой шпангоут; 4 — лист нижней палубы
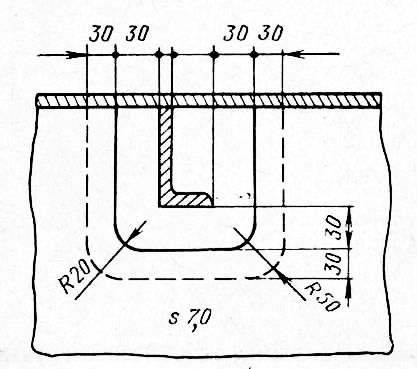
Рис. 3. Установка планок внахлестку при заделке выреза для прохода бимсов через продольную переборку рубки
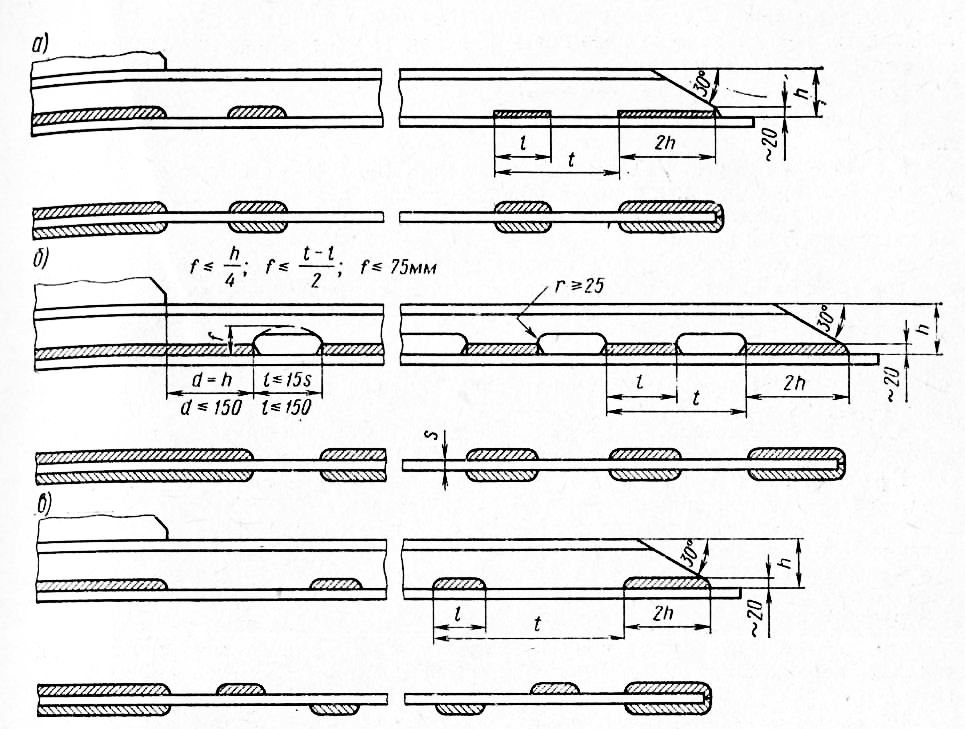
Рис. 4. Типы прерывистых угловых сварных швов и протяженность двусторонних швов у концов и в опорных сечениях балок: а — цепной шов; б — гребенчатый набор; в — шахматный шов
В тавровых соединениях, которые испытывают значительную вибрационную нагрузку, а также работают на отрыв или срез под действием переменной и динамической нагрузки, должны предусматриваться швы со скосом кромки примыкающего листа или со сквозным проваром при толщине свариваемых листов 12 мм и более. При этом поверхность таких швов должна быть вогнутой для обеспечения плавного перехода от сварного соединения к листу.
Рекомендуется предусматривать полный провар притыкающихся кромок непроницаемых элементов конструкций топливных и масляных цистерн.
Прерывистые швы тавровых сварных соединений. Правила Регистра в зависимости от толщины более тонкого из соединяемых элементов, вида соединения и района расположения связи допускают применение прерывистых швов следующих типов: шахматного, цепного (гребенчатый набор), одностороннего прерывистого, а также точечного (шахматного и одностороннего). Кроме того, допускается замена угловых швов пробочными с удлиненными и круглыми прорезями.
Правила иностранных классификационных обществ разрешают применение шахматного и цепного (включая гребенчатый набор) прерывистых угловых швов.
Длина приварки не должна приниматься менее 50 мм; расстояние между приварками t—l не должно превышать 15 s или 150 мм, в зависимости от того, что меньше.
Прерывистые швы не допускаются:
— в районах интенсивной вибрации (кормовая оконечность, машинное отделение);
— в районе воздействия слемминговых ударов (по 0.3L от носового перпендикуляра) для приварки к днищевой обшивке набора и других конструкций;
— в районе ледового пояса бортовой обшивки для судов с ледовыми усилениями категории JI2 и выше;
— в цистернах и отсеках, содержащих жидкости, конструкциях перьев рулей, насадок гребных винтов и в других районах корпуса, подверженных сильной коррозии (должны применяться только двусторонние непрерывные швы или гребенчатый набор);
— у концов балок или в районе опорных сечений (на длине кницы или на длине двух высот профиля у конца балки должен быть двусторонний шов) ;
— в местах пересечения балок на длине двух высот профиля (должен быть двусторонний шов с каждой стороны от опоры балки на рамной связи).
Гребенчатый набор, т. е. набор с вырезами в стенке балки на расстоянии между приварками, допускается применять в конструкциях корпуса при условии круговой обварки гребенок и ограничения размеров выреза: высота — не более 0,25 высоты профиля или 75 мм, в зависимости от того, что меньше, длина — не более 15 толщин s стенки балки или 150 мм, радиус г выреза — не менее 25 мм.
Вырезы в стенке набора (бимсах, шпангоутах, ребрах жесткости и т. п.) должны отстоять от концов книц не менее чем на 0,5 и от мест пересечения балок (с карлингсами, бортовыми стрингерами и т. п.) — не менее чем на 2 высоты h профиля.
Не допускается применение гребенчатого набора в следующих районах:
— в носовой части корпуса в районе 0,20L от носового перпендикуляра для бортового набора и в районе 0.25L — для днищевого набора;
— в бортовом и днищевом наборе по высоте ледового пояса судов, имеющих ледовые усиления;
— в бортовом наборе судов, швартующихся в море к другим судам, а также пассажирских судов в районе так называемого причального пояса; в районе интенсивной вибрации; в районе грузовых танков наливных судов; в балках набора палубы под углами рубок и др.
Односторонние непрерывные швы допускаются при условии, что с другой стороны стенки привариваемой детали будут предусмотрены приварки длиной не менее 50 мм через каждые 500 мм (не более).
Односторонние сварные швы можно применять вместо прерывистых для приварки балок набора расчетной палубы и днища на длине 0,5L в средней части судна.
Ограничения в применении односторонних швов аналогичны ограничениям в применении гребенчатого набора, за исключением:
— не допускается сварка набора односторонним швом в цистернах и других местах, где возможна усиленная коррозия;
— запрещено применение таких швов в соединениях, испытывающих значительные отрывающие или изгибающие усилия, а также в соединениях, где угол между стенкой балки и обшивкой отличается от прямого более чем на 10°.
Концы балок, а также места их пересечения должны свариваться двусторонним швом.