Существенное влияние на качество шва оказывают защитные газы, предохраняющие расплавленный металл от окисления. Качество шва зависит от чистоты защитного газа, поэтому он должен иметь минимальное количество примесей. Величина примесей в газах, применяемых для сварки, оговаривается. Кроме того, защитные газы должны быть свободными от влаги, которая при сварке вызывает пористость шва.
Сварка в среде защитного газа несколько отличается от обычной электродуговой сварки. При сварке в среде защитного газа ванночка расплавленного металла оказывается защищенной со всех сторон газом, предотвращающим его окисление атмосферным воздухом. Защитный газ способствует также стабилизации процесса горения дуги. Сварку производят неплавящимися вольфрамовыми электродами.
В отличие от условий зажигания дуги при обычной сварке металлическим электродом (напряжение зажигания зависит от физических свойств электродов, силы тока, характеристики источника питания) для зажигания дуги в среде аргона или гелия требуется более высокое напряжение. Однако исходя из условий безопасности труда напряжение холостого хода источника питания не должно быть очень высоким. Поэтому при переменном токе для зажигания дуги и стабилизации его горения применяют осциллятор.
Аргоно-дуговая сварка является прогрессивной, высокопроизводительной, что особенно ценно при сварке изделий из высоколегированных сталей и цветных металлов. К наиболее существенным достоинствам ее можно отнести: получение швов с высокими механическими свойствами; высокую производительность; отсутствие флюсов и электродных покрытий; возможность сварки тонколистовых и разнородных металлов.
Аргоно-дуговая сварка имеет некоторые особенности, без учета которых невозможно получение качественных сварочных соединений. Возбуждение дуги без непосредственного контакта электрода со свариваемым изделием возможно лишь при разогретом электроде. Касание к изделию нежелательно, так как окислы, попадая на вольфрам, вызывают разбрызгивание конца электрода, что увеличивает расход вольфрама и снижает качество шва. Поэтому электрод разогревают на специальной переносной угольной плите и затем производят сварку.
Расход аргона влияет на качество шва: при слабом давлении газа защита оказывается недостаточной и расплавленный металл соприкасается с атмосферным воздухом. При большом давлении высокая скорость истечения газа вызывает завихрение и воздух также соприкасается с расплавленным металлом. Поэтому рабочее давление защитного газа следует держать примерно в пределах 0,1—0,5 кгс/см2. Слишком высокая скорость сварки вызывает отклонение дуги в сторону, поэтому электрод и сварочная ванна оказываются не защищенными газом — происходит окисление электрода и металла.
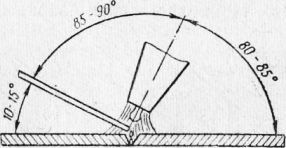
Рис. 1. Взаиморасположение горелки с вольфрамовым электродом стержня присадочного прутка и основного металла в процессе аргоно-дуговой сварки
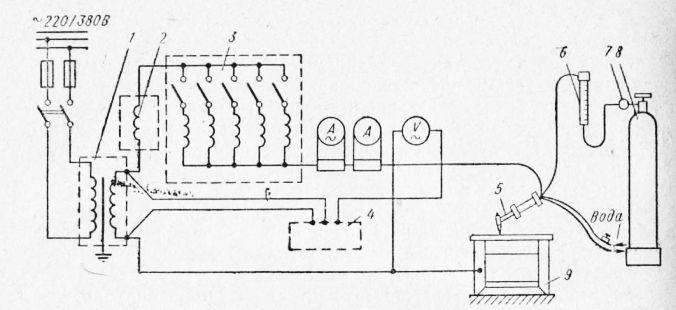
Рис. 2. Схема поста аргоно-дуговой сварки на переменном токе
Большое влияние на качество шва оказывает положение электрода и присадочного прутка относительно свариваемого изделия.