Постройку и ремонт судов, а следовательно, и их окраску выполняют в течение всего года, поэтому для судостроительных и особенно судоремонтных заводов, где окрасочные работы ведут на открытом воздухе, очень важным является процесс сушки окрашенных поверхностей, в ходе которого нанесенный на поверхность слой лакокрасочного материала из жидкого превращается в твердый, прочно связанный с поверхностью, с надежными защитными свойствами и соответствующим внешним видом.
Режим сушки (температура и продолжительность) определяется свойствами лакокрасочных материалов, применяемых для окраски. Наиболее производительный и эффективный способ сушки, позволяющий получать покрытия с очень высокими антикоррозионными свойствами,— это сушка при повышенной температуре.
Сушка должна производиться таким образом, чтобы растворитель из краски удалялся постепенно. При очень быстром удалении растворителя и образовании пленки покрытие получается пористым, с малой прочностью, при этом в ней возникают напряжения, противодействующие адгезии. Кроме того, если производить окончательную сушку поверхностей с недостаточно высохшей пленкой грунта, то последующие слои покрытия будут разрушаться.
В промышленности применяют три основных способа искусственной сушки окрашенных -изделий:
— конвекционный (с обогреванием окрашенных изделий горячим воздухом);
— терморадиационный (обогревание тепловой радиацией); индукционный (нагревание индукционными токами).
Вследствие громоздкости судовых конструкций конвекционный способ сушки практически не применяется.
Терморадиационный способ сушки основан на поглощении окрашенной поверхностью инфракрасных лучей, в результате которого происходит ее нагревание и быстрое высыхание лакокрасочного покрытия. Источниками излучения инфракрасных лучей являются специальные лампы, чугунные плиты с вмонтированными в них нагревательными спиралями и параболическим отражателем.
На рис. 1 показаны схемы процесса сушки окрашенной поверхности инфракрасными лучами, в сушилке конвекционного типа и с помощью индукционного нагрева.
При сушке конвекцией тепло подводится к верхней зоне слоя краски. Передача тепла от верхней зоны к нижней происходит за счет теплопроводности слоя краски. Пары растворителя, проходя из нижней зоны слоя краски, встречают тепловой поток, препятствующий их свободному выходу. При этом образуется поверхностная пленка краски, что также препятствует свободному испарению растворителя.
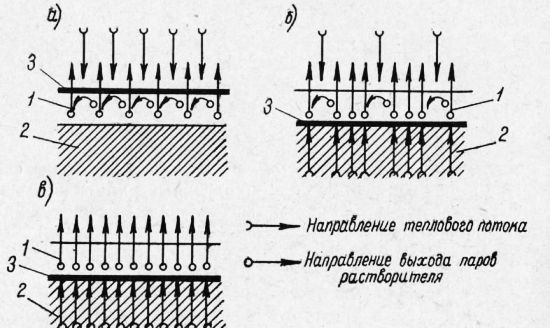
Рис. 1. Схема процесса горячей сушки:
а — конвекционный; б— инфракрасными лучами; в — с применением индукционного нагрева.
1 — слой краски; 2 — окрашиваемый металл; 3 — твердая пленка краски.
При сушке инфракрасными лучами передача тепла слою краски в основном происходит от окрашенной поверхности изделия. Слой краски нагревается главным образом снизу. Поэтому в начальной стадии сушки пары растворителя почти беспрепятственно улетучиваются. Однако наличие в слое краски теплового потока, направленного от источника нагревания к окрашенной поверхности, т. е. сверху вниз, затрудняет свободный выход паров растворителя.
При индукционном нагреве передача тепла лакокрасочному слою происходит только от окрашенной поверхности. Поэтому пары растворителя беспрепятственно уходят в окружающую среду. Проходя из нижней зоны слоя краски в верхнюю, пары растворителей интенсивно прогревают краску, что способствует ее быстрому высыханию. Следует учитывать, что понижение температуры окружающего воздуха оказывает неблагоприятное влияние на высыхание. Так, сроки сушки при температуре ниже +10 °С увеличиваются.
Необходимо следить за тем, чтобы в процессе сушки на окрашенные поверхности не попадали атмосферные осадки. Для защиты от них устраивают навесы или тенты. Если судно находится в доке, то отверстия в корпусе следует закрывать заглушками или устраивать специальные отводы для воды. Такие же отводы должны быть сделаны у шпигатов. Нельзя допускать, чтобы на свежеокрашенную поверхность попадала вода, так как это вызовет разрушение краски и послужит причиной сильной коррозии корпуса. На рис. 2 показано разрушение корпуса у забортного отверстия. При окраске оно не имело заглушки, поэтому вода попадала на свежеокрашенную поверхность.
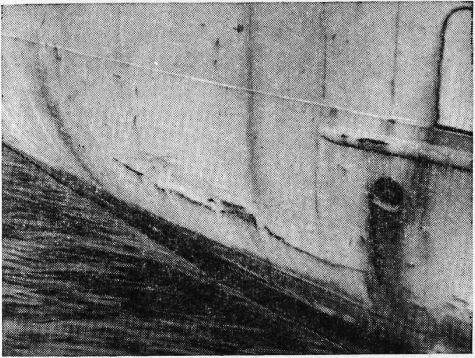
Рис. 2. Ржавчина в районе забортного отверстия, сварных швов.
Сложно осуществлять сушку окрашенных поверхностей при температуре ниже 0 °С, поэтому в зимнее время года нужно применять специальные краски, высыхающие при отрицательных температурах.