При подводном ремонте судов часто приходится приваривать листы наружной обшивки к элементам набора корпуса судна. Приварка обшивки к массивным элементам набора (штевни, кили) представляет определенную трудность, так как обшивка относительно тонкая.
Работы по замене поврежденного листа наружной обшивки начинаются с его удаления. Затем набор очищается от грязи и окалины. По чертежу или шаблону, снятому с противоположного борта, изготовляется новый лист. Поджатие и установка листа осуществляются одним из принятых способов в зависимости от местоположения и размеров листа. Новый лист прихватывается и приваривается.
Сварка ведется с равномерным проплавлением металла набора и листа обшивки. Для этого электрод задерживается на наборе больше, чем на обшивке. Сторона валикового шва, приходящаяся на обшивку, должна быть меньше, чем приходящаяся на штевень или киль.
Для лучшего прилегания обшивки к брусковому килю или штевню рекомендуется ставить электрозаклепки.
Сварка листов длиной более 700 мм производится двумя водолазами. Листы необходимо устанавливать с учетом последующей усадки. Во избежание набегания листов друг на друга производится развал листов. Сварка ведется участками с соблюдением определенного порядка наложения швов.
При сварке днищ (а у затопленного объекта — переборок и палуб при их герметизации) и обшивки корпуса судна наложение швов производится вразброс или
обратноступенчатым порядком (в зависимости от конкретных условий работы).
Сварные стыки располагаются так, чтобы они находились от шпангоутов на расстоянии, равном одной трети длины шпации.
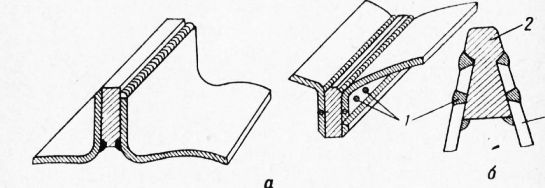
Рис. 1. Приварка обшивки:
а — к брусковому килю; б — к штевню; 1 — электрозаклепки; 2 — форштевень; 3—лист наружной обшивки
При смене нескольких листов наружной обшивки в смежных поясьях или при постановке накладных (дублирующих) листов сначала производится сборка и прихватка, только после этого заварка стыков в шахматном порядке и затем сварка листов каждого пояса между собой (пазов). Общее направление сварки — от миделя к оконечностям судна или от диаметральной плоскости (ДП) к бортам. На рис. 127 показан порядок наложения швов в случае замены нескольких листов обшивки в смежных поясьях, буквами а, б, в, г, д обозначен порядок, сборки поясьев, римскими цифрами — порядок сварки, стыков и пазов, арабскими цифрами — порядок наложения швов в стыках к пазах. Начало сварки продольных швов обязательно производится отступя от стыка.
Рис. 2. Порядок наложения швов при смене нескольких листов наружной обшивки:
буквы а, б, в, г, д обозначают порядок сборки поясьев; римские цифры I—IX указывают очередность сварки стыков и пазов; арабские цифры 1—7 обозначают порядок наложения швов в стыках или пазах