Шлифовальные станки предназначены для обработки деталей и изделий абразивными (обычно шлифовальными шкурками) с целью зачистки поверхности перед отделкой. Шлифовальные станки подразделяются на ленточношлифовальные, дисковые,.щеточные и цилиндровые.
Ленточношлифовальный станок ШлПС с подвижным столом предназначен для плоскостного шлифования щитов, филенок, дверей, фанерованных и прочих изделий шириной до 800 мм, длиной до 1900 мм и высотой до 500 мм. Станок имеет бесконечную шлифовальную ленту шириной 150 мм, натянутую на ведущий и натяжной шкивы, и стол, передвигаемый вручную по направляющим станины, на которой укладывают обрабатываемое изделие.
Шлифовальная лента движется над изделием со скоростью 26 м/мин и прижата к нему специальным утюжком, перемещаемым вручную по круглой направляющей. В зависимости от толщины обрабатываемого изделия стол с помощью винтового устройства устанавливают по высоте. Станочник, передвигая одной рукой вдоль по направляющим стол, а другой — поперек направляющих утюжок, шлифует поверхность изделия в нужном месте.
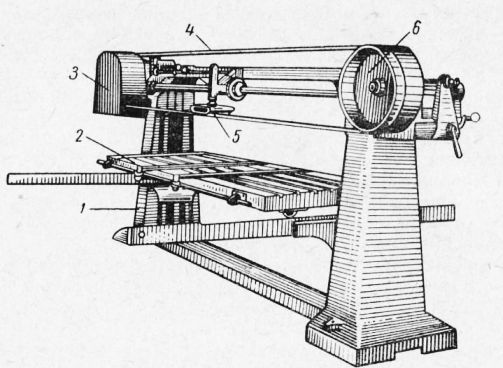
Рис. 1. Ленточный шлифовальный станок.
1 — колонны станины; 2—рабочий стол; 3—ведущий шкив; 4 — шлифовальная лента; 5 — утюжок; 6 — шкив натяжной (ведомый).
Шлифовальнодисковый станок Шл2Д имеет два диска, на одном из которых крепят крупнозернистую шкурку, предназначенную для грубой обработки, а на другом — мелкозернистую шкурку для чистовой обработки.
На станине станка смонтирован электродвигатель, делающий 750 об/мин, на обоих концах вала которого установлены вертикальные диски диаметром 750 мм. Имеются два опорных стола для поддержания шлифуемого изделия. Столы можно установить под углом в вертикальной плоскости. Они оборудованы опорными угольниками, которые также можно крепить под нужным углом в горизонтальной плоскости.
Шлифовальный трехцилиндровый станок с гусеничной подачей и верхним расположением цилиндров ШлЗЦ-З предназначен для массового плоскостного шлифования или снятия провесов у собранных изделий шириной до 1250 мм с помощью трех шлифовальных цилиндров, расположенных над изделием. Изделие подается в станок обрезиненным гусеничным конвейером со скоростью 4—12 м/мин, к которому оно прижато верхними вальцами.
Положение стола по высоте, зависящее от толщины пропускаемых изделий, регулируется эксцентриковым механизмом. Для точной доводки положения стола пользуются ручным маховичком. В верхней части станины расположены три цилиндра диаметром 280 мм с электродвигателями. Второй и третий цилиндры, кроме вращательного, совершают осевое колебательное движение, которое устраняет возможность появления на обработанной поверхности изделий остаточных рисок.
На трехцилиндровых станках используют разные номера шкурок для первого, второго и третьего цилиндров. При этом на первый цилиндр обычно навивают более крупнозернистую шкурку, чем на второй цилиндр, а на третий — мелкую.
Правила техники безопасности при работе на шлифовальных станках следующие:
1) неработающие поверхности и детали цилиндра должны быть ограждены;
2) шлифовальную ленту закрепляют на цилиндре плотно, без складок и выступающих концов, концы ее склеивают по ходу вращения цилиндра;
3) передняя часть станка должна иметь исправный ограждающий козырек, предохраняющий руки рабочего или его одежду от попадания в станок;
4) запрещается применять рукавицы или работать с непод-вязанными рукавами.