Шипорезные станки предназначены для выработки рамных и ящичных шипов. Рамные шипорезные станки бывают односторонние и двусторонние; на них изготовляют шипы и проушины в брусках, предназначенных для сборки узлов, рамочных конструкций. Ящичные шипорезные станки служат для изготовления ящичных шипов — прямых и в «ласточкин хвост», полупотайных и сквозных.
Односторонний шипорезный станок ШОб предназначен для изготовления рамных шипов длиной до 200 мм. На шести шпинделях станка укреплены пила, две шипорезные и две подсечные головки, один проушечный диск. Шпинделями служат валы электродвигателей, делающие 3000 оборотов в минуту. Эти электродвигатели смонтированы на передвижных суппортах, которые при настройке станка на заданный размер и профиль шипа можно с помощью маховичков переставлять по горизонтали и вертикали, а также переворачивать на нужный угол соответственно шкалам в пределах до +30 и —15°.
Подачу заготовки производят с помощью каретки, передвигаемой вручную по направляющим. Крепят заготовку винтовым прижимом.
Наибольшая толщина обрабатываемого на станке материала 150 мм, наибольшая ширина 400 мм, высота заплечика шипа 50 мм. Глубина проушек 125 мм, ширина проушек 14 мм.
На станке работает один станочник, который стоит около каретки между направляющими. Станочник укладывает одну или несколько деталей общей шириной до 400 мм, закрепляет их и равномерно подает на каретке через все действующие головки, а затем отводит каретку обратно.
Правила техники безопасности при работе на шипорезных станках следующие:
1) горизонтальные и вертикальные ножевые головки и диски, а также пила шипорезного станка должны иметь прочные ограждения;
2) станок должен быть оборудован надежно действующим приспособлением для закрепления обрабатываемого материала и предупреждения отбрасывания его режущими инструментами.
Ящичный шипорезный станок для прямого шипа ШПА40 сконструирован по принципу обработки набором двух-резцовых фрез, насаженных на горизонтальный ножевой вал, пачки дощечек, уложенных на горизонтальном столе, который перемещается вверх с помощью гидропривода.
При работе на этом станке заготовки шириной до 400 мм укладывают на стол пачкой толщиной до 120 мм. При включении педали стол автоматически перемещается по вертикальным направляющим вверх и проносит заготовки параллельно вращающемуся со скоростью 3000 об/мин фрезерному валу, прорезающему шипы. После выработки шипов на всю толщину пачки стол автоматически опускается в исходное положение. Перемещается стол под действием гидропривода, с помощью которого происходит также автоматическое закрепление заготовок при подъеме стола специальными гидроприжимами. Пачку дощечек следует прижимать до упора. Правильность шипов проверяют по шаблону.
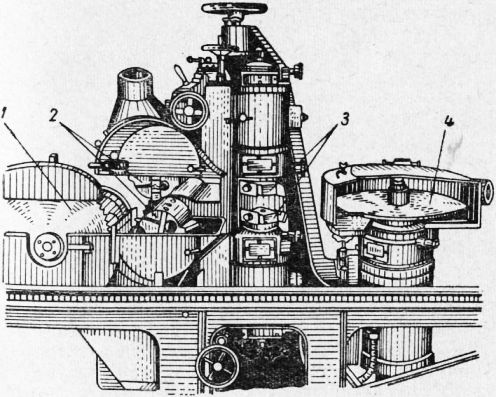
Рис. 1. Односторонний шипорезный станок Ш06.
1 — дисковая пила; 2 — горизонтальные шипорезные головки; 3 — подсечные головки; 4 — проущечный диск
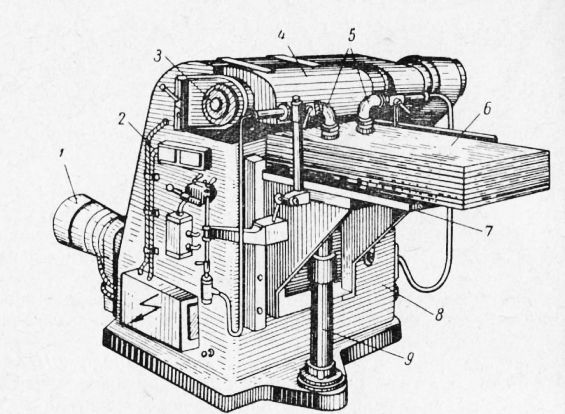
Рис. 2. Ящичный шипорез для прямых шипов.
1 — электродвигатель; 2 — пусковое устройство; 3—ножевой вал; 4 — кожух ограждения; 5 — гидравлические прижимы; 6 — пачка деталей; 7 — рабочий стол; 8 — станина; 9 — гидропривод.
При работе на станке ШПА40, кроме общих правил по технике безопасности, необходимо соблюдать следующие:
1) нельзя открывать ограждение до полной остановки ножевого вала;
2) запрещается работать тупыми фрезами.
Многошпиндельный шипорезный станок для выработки полупотайных шипов «ласточкин хвост» имеет 24 шпинделя, расположенных вертикально. Шпиндели перемещаются горизонтально, что необходимо для получения шипов нужного размера. В шпиндели вставляют фрезы, соответствующие размерам и форме шипов. Шпиндели подразделяют на шиповые и проушечные, каждая из этих групп шпинделей работает от отдельного электродвигателя.
Щиты для зашиповки укладывают в каретке попарно, располагая их перпендикулярно один к другому; лицевые стороны щитов обращены внутрь образуемого ими прямого угла. В таком положении щиты зажимают.
Подача материала осуществляется от отдельного электродвигателя с помощью стола, совершающего криволинейное движение, связанное с округлением шипов. Стол приводится в движение ножной педалью. После выборки и вывода инструмента подъем стола автоматически прекращается. В качестве режущего инструмента применяют пальцевые фрезы.
Наибольшая ширина обрабатываемого материала 625 мм, наибольшая толщина 32 мм, число оборотов шпинделя 5800 в минуту.
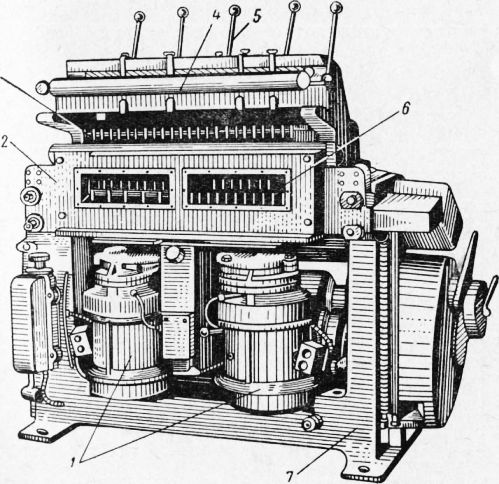
Рис. 3. Ящичный шипорезный станок для полупотайных шипов «ласточкин хвост».
1 — электродвигатель; 2 — шпиндельная головка; 3—фрезы; 4 — прижим для вертикальной дощечки; 5 — прижим для горизонтальной дощечки; 6 — шпиндели; 7 — станина.