Износ, коррозионные и эрозионные повреждения облицовок съемного рудерпоста — характерные дефекты, устранением которых приходится заниматься практически при каждом ремонте рулевого устройства. Облицовки обтачивают либо заменяют. Толщина облицовки после обтачивания не должна быть менее 10 мм, овальность и конусообразность по наружному диаметру — не более 0,1 мм.
Наработки, задиры, риски на облицовках запиливают и зачищают, места зачистки не должны превышать 25% всей поверхности. Овальность и конусообразность рабочих поверхностей облицовок не должны быть более половины величины зазора в подшипниках пера руля.
Коррозию под облицовками устраняют обтачиванием поврежденных участков либо всей посадочной поверхности. Обтачивание части шейки может быть допущено в тех случаях, когда общая площадь коррозионных повреждений незначительна (не более 15% всей поверхности шейки) и они расположены от торца облицовки не менее чем на 50 мм.
При коррозионных повреждениях съемного рудерпоста в районе торцов облицовок по согласованию с Регистром допускается подрезание торцов, однако уменьшение длины каждого подшипника пера руля не должно превышать 10% номинального размера.
Коррозионные повреждения нерабочих поверхностей съемного рудерпоста между рабочими шейками устраняют запиловкой и зачисткой при местных повреждениях либо обтачиванием — при сплошных. Диаметр обточенных нерабочих поверхностей может быть на 15—20% меньше размера, полученного по формуле для диаметра посадочного места под облицовку. Места глубоких повреждений следует наплавить. В случае невозможности термообработки съемного рудерпоста целиком допускается местная термообработка наплавленного участка.
После восстановления на поверхность наносят эпоксидное покрытие, армированное стеклотканью (два слоя), либо эпоксидную шпатлевку ЭП-00-10. Вместо покрытия может быть выполнена окраска свинцовым суриком (два слоя) или грунтовкой ВЛ-02 (один слой) и ЭП-755 (шесть слоев^. Покрытие и окраску выполняют в соответствии с действующими нормативными документами.
Незначительные коррозионные повреждения (общей площадью не более 25% поверхности) на конической поверхности съемного рудерпоста могут быть устранены запиловкой и зачисткой с последующей заделкой компаундами на основе эпоксидных смол. Эту операцию выполняют до установки съемного рудерпоста.
Дефекты на значительной части поверхности устраняют с применением сварки. В последнее время на некоторых СРЗ выполняют наплавку конических поверхностей нержавеющей сталью, что значительно увеличивает срок службы рулевого устройства.
Обтачивание конической поверхности (без наплавки) может быть выполнено только в тех случаях, когда коническое отверстие пятки ахтерштевня подлежит наплавке либо в него будет установлена втулка на сварке.
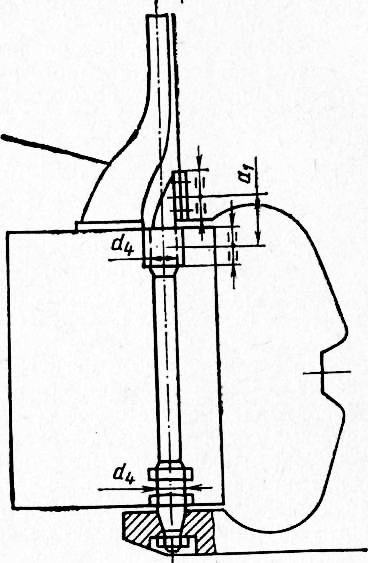
Рис. 1. Схема для расчета съемного рудерпоста
При больших величинах дефекта присоединительную плоскость фрезеруют либо строгают, иногда предварительно наплавив.
Толщина фланца, как правило, должна быть не менее номинального диаметра болтов крепления съемного рудерпоста.
По согласованию с Регистром может быть допущено утонение фланца на величину до 10% построечной толщины. Присоединительную плоскость фланца обрабатывают с учетом замеров, полученных по результатам центровки неподвижных составных частей рулевого устройства.
Присоединительная плоскость фланца должна быть пригнана на краску, точность пригонки 1—2 пятна на квадрат 25×25 мм. Пригонку можно не производить после чистовой обработки поверхности на станке.
После обжатия фланца щуп толщиной 0,05 мм не должен проходить между сопрягаемыми поверхностями. На отдельных участках (до 25% периметра фланца) щуп может проходить на глубину не более 15 мм.
По согласованию с Регистром во фланцевом соединении может быть установлена стальная шлифованная прокладка толщиной не менее 6 мм; требования к пригонке поверхностей должны быть соблюдены с обеих сторон прокладки. Имеется опыт установки таких прокладок в практике судоремонта.
Характерные дефекты поверхностей шпоночного паза и отверстий под болты крепления фланца аналогичны приведенным для фланцев пера руля и баллера Не отличаются также способы устранения этих дефектов и технические требования.
У съемных рудерпостов с цилиндрической присоединительной поверхностью имели место незначительные коррозионные разрушения поверхности. Места разрушений необходимо зачищать либо наплавлять и зачищать. Требования к при гонке и сборке присоединительных поверхностей для съемных рудерпостов такой конструкции аналогичны приведенным для съемных рудерпостов с плоскими фланцами.