Электрические машины собирают после ремонта всех узлов в последовательности, обратной разборке.
Машины постоянного тока следует собирать начиная с магнитной системы. На загрунтованную и предварительно окрашенную внутреннюю поверхность станины устанавливают полюса, между станиной и сердечниками помещают регулировочные прокладки, стоявшие там до разборки машины. После установки полюсов временными перемычками соединяют обмотки в соответствии со схемой и маркировкой выводных концов, проверяя правильность согласования обмоток.
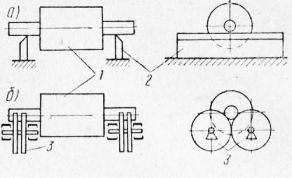
Рис. 1. Статическая балансировка якорей на призмах (а) и роликах (б)
Соединения шунтовых обмоток полюсов, состоящих из нескольких катушек, проверяют дополнительно: внутрь станины помещают стальной предмет (молоток) и по силе притяжения его различными полюсами судят о согласованности обмоток. Затем окончательно соединяют катушки. В зависимости от конструкции выводов катушек и мощности электрических машин внутренние соединения между катушками выполняют шинами или проводами (пайкой припоями).
У машин с классом изоляции Н применяют припой ПСр-2,5, а с классами изоляции А, В и F — припой ГЮС-40. Места соединения изолируют лакотканями и бандажируют предварительно пропитанными в лаке лентами. Такие ленты легче укладываются и не требуют дополнительной пропитки после изолирования мест соединения. Станину с установленными полюсами перед окончательной сборкой машины покрывают внутри электроизоляционной эмалыо.
Отремонтированный и отбалансированный якорь (ротор) комплектуют подшипниками. Для этого расконсервированные и промытые в бензине подшипники специальными щипцами укладывают на подставку и помещают в печь с температурой нагрева 80— 90«С. Нагретые подшипники щипцами вынимают из печи и быстро насаживают на вал.
Комплектовку якорей (роторов) подшипниками производят на специализированных местах с соблюдением мер предосторожности, чтобы не загрязнить подшипники. Правильную технологию очень важно соблюдать при комплектовке подшипников особо высокого и высокого классов точности с. улучшенными характеристиками и подшипников с закрытыми сепараторами, заполненными рабочей смазкой на заводе-изготовителе. Такие подшипники в последнее время устанавливают на различных преобразователях и других электрических машинах специального исполнения.
С целью повышения надежности работы на все электрические машины для морских судов устанавливают подшипники повышенного класса точности. Класс точности указывают буквы или цифры, наносимые перед номером подшипника (например, подшипник с номером П203 имеет повышенный класс точности; буква В означает высокий класс точности,, а буква А — особо высокий). Маркировку подшипников производят в соответствии с ГОСТом, в котором дается расшифровка буквенных и цифровых обозначений номера подшипника. В настоящее время буквенные обозначения классов точности в соответствии с ГОСТом заменены цифровыми обозначениями.
Подшипники с открытыми металлическими сепараторами перед посадкой на вал можно прогревать в масляной ванне с температурой до 80—90 °С. В этом случае подшипники после посадки необходимо промыть бензином, что обычно выполняют вручную, поэтому опасно в пожарном отношении. Подогревать в масляной ванне подшипники с закрытыми сепараторами, заполненные рабочей смазкой на заводе-изготовителе, категорически запрещается.
Посадку подшипника на место производят с помощью монтажного стакана, представляющего собой отрезок трубы с выпуклой заглушкой, по которой в процессе насадки слегка ударяют молотком. Внутренний диаметр выбирают несколько больше диаметра шейки вала, а торец трубы должен соответствовать диаметру внутренней обоймы подшипника.
Подшипник после посадки на вал заполняют рабочей смазкой, марка которой указана в заводском формуляре. Для подшипников качения наиболее распространены смазки марок 1-13, ЦИАТИМ-221, ВНИИНП-242, ВНИИНП-220 и ЭШ-176.
Смазка ЭШ-176 в последнее время рекомендуется в качестве единой смазки в подшипниковых узлах судовых электрических машин и насосов различных типов мощностью до 500 кВт и частотой вращения до 4000 об/мин. Смешивание смазки ЭШ-176 с другими смазками недопустимо. Поэтому поверхности перед нанесением смазки необходимо тщательно очистить и высушить. Смазку ЭШ-176 используют в широком диапазоне температур (от —55 до +110 °С, кратковременно — до 135 °С). Она водостойка, негигроскопична, обладает хорошей химической, термической, механической и коллоидной стабильностью. Ее работоспособность в подшипниковых узлах более 15 тыс. ч без замены и пополнения. Почернение работающей части смазки даже после кратковременной эксплуатации не является браковочным признаком.
Якоря (роторы) с завернутыми в полиэтиленовую пленку и увязанными шпагатом подшипниковыми узлами передают на сборку, где их устанавливают в подготовленную станину теми же приемами, что и при разборке, но в обратной последовательности. На уложенный внутри станины якорь (ротор) надевают траверсу и подшипниковые щиты, предварительно развернув подшипниковые узлы и сняв с них наружные крышки. Вначале устанавливают (по меткам на щите и станине) щнт со стороны вентилятора, а затем с противоположной стороны. Посадку щитов на подшипники производят легкими ударами свинцовой или медной кувалды в районе подшипниковых гнезд.
Посадив щит на подшипник, вставляют в отверстия щита болты и ввертывают их в станину (вначале рукой, а затем постепенно, избегая перекоса щита, подтягивают их ключом до входа щита в замок станины). После этого, постепенно подтягивая диаметрально противоположные болты, окончательно закрепляют подшипниковые щиты, устанавливают на место траверсу и крышки подшипников, вставляют и притирают щетки.
После сборки вручную проверяют легкость и плавность вращения якоря. Неравномерность вращения или заедание якоря при вращении свидетельствуют о неправильной сборке. Перед началом стендовых испытаний машины проверяют на холостом ходу качество балансировки якоря (путем замера вибрации) и точность сборки подшипниковых узлов (по температуре нагрева подшипников и равномерности шума).
Предельно допустимая температура нагрева подшипников качения (по нормам Регистра СССР) 100 °С, а подшипников скольжения — 80 °С. Окончательную приемку электрической машины после заводского ремонта производят после стендовых испытаний. Если машины ремонтировали на судне, то приемо-сдаточные испытания проводят на штатном месте установки машины.