При подборе приспособлений для запрессовки штырей желательно, чтобы имелся запас для создания усилий, превышающих расчетные на 20—25%.
Необходимое осевое перемещение штыря достигается с помощью гидравлических домкратов, устанавливаемых со стороны цилиндрической части штыря или между гайкой штыря и торцом петли (в кольцевых гидравлических домкратах). Для уменьшения усилия при запрессовке широко применяют нагрев петли.
Величину осевого перемещения контролируют с помощью индикатора часового типа, устанавливаемого на магнитной стойке в месте, удобном для замера, либо замером штангенциркулем расстояния между риской на штыре, нанесенной до запрессовки, и торцом петли.
Перед запрессовкой допускается посадочные поверхности штыря и петли покрыть тонким слоем сурика или белил. Такое покрытие предохраняет в некоторой степени поверхности от морской воды и от повреждений коррозией. Естественно, что защиту поверхностей можно выполнять в тех случаях, когда сборка соединения производится без подогрева.
Уплотнение конуса. В настоящее время отечественные и зарубежные СРЗ устанавливают уплотнения со стороны горцов конической поверхности петли и штыря. Опыт эксплуатации показал, что уплотнение, выполненное из составов на основе эпоксидных смол, удовлетворительно выполняет свои функции со стороны меньшего основания конуса, т. е. там, где оно прикрыто гайкой штыря. Со стороны большего основания уплотнение растрескивается и выпадает.
Надежным уплотнением служат резиновые кольца, не теряющие своих свойств при работе в морской воде. Размеры уплотнительных колец определи юг с учетом следующих положений: внутренний диаметр кольца должен быть на 3—5 мм меньше посадочного размера на штыре; радиальная толщина кольца должна быть равна полуразности диаметров расточки в петле и штыря; толщина кольца должна быть на 3—5 мм больше расстояния между торцами облицовки штыря и расточки петли, замеренного после окончательной пригонки посадочных поверхностей и установки штыря на место.
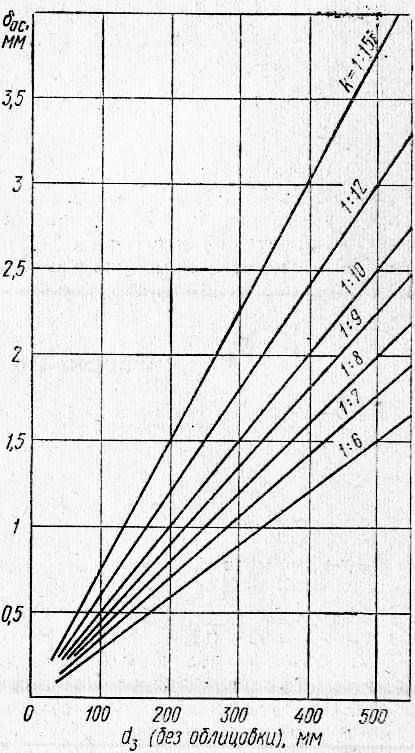
Рис. 1. Номограмма зависимости осевого перемещения штыря бос от его диаметра d3 и конусности
Затяжка гаек, стопорение. При запрессовке необходимое осевое перемещение штыря может быть, достигнуто путем обжатия гайки. Чрезмерные усилия при обжатии могуг привести к срыву или смятию резьбы.
Прилегание опорной поверхности гайки проверяют в доступных местах щупом толщиной 0,05 мм. Прохождение щупа допускается на отдельных участках на глубину не более 10 мм на длине не более 10% периметра боковых граней гайки.
Гайки штырей и штыри обязательно должны быть застопорены. Стопорение гаек выполняют с помощью двух приварных планок или одной приварной планки и шплинта, стопорение штырей — с помощью приварной планки.