Ремонт сердечников полюсов чаще всего сводите к восстановлению их изоляции. Загрязненные сердечники промывают растворителем, затем просушивают и осматривают. Незначительные расслоения и отставания изоляции ремонтируют, подклеивая места расслоения клеящими лаками. Для машин с изоляцией классов F и Н употребляют лак К-40, а для машин с изоляцией классов А и В — бакелитовый лак или лак ГФ-95.
При значительных разрушениях изоляции сердечники переизолируют. Для этого с них удаляют старую изоляцию, металлическими щетками или наждачной бумагой очищают от ржавчины и протирают бензином. Из изоляционного материала марки, соответствующей снятой изоляции, изготовляют полосы шириной, на 3—5 мм большей изолируемой части сердечников, и длиной, равной его периметру, умноженному на количество слоев, необходимых для получения требующейся толщины изоляции, плюс 15 мм.
Заготовленные полосы промазывают с одной стороны клеящим лаком и выдерживают на воздухе или в печи до легкого отлипа. Затем сердечник нагревают в печи до температуры 60—70 °С и накладывают изоляцию. Для этого сердечник поворачивают на горячей (60—70 °С) плите и прижимают каждый слой изоляции к нему утюгом, нагретым до 200—250 °С. Движение утюга должно быть направлено в сторону наложения изоляции. Во избежание ожогов работу выполняют в специальных брезентовых рукавицах.
После наложения изоляции сердечник выдерживают на воздухе под прессом или в специальном приспособлении до полного остывания (1 — нажимная планка; 3 — прокладка из конденсаторной бумаги; 5 — винт). Затем острым ножом подрезают излишки изоляции и покрывают сердечник изоляционной эмалью.
Сердечники полюсов машин с изоляцией классов F и Н, изолированные стекломикафолием на клеящем лаке К-40, перед покрытием эмалью КО-935 дополнительно изолируют одним слоем стеклянной ленты, пропитанной лаком К-40. Это необходимо для предохранения от расслоения наложенной изоляции при сушке эмали в печи.
Сердечники машин с изоляцией классов А и В покрывают эмалью ГФ-92ХС с последующей сушкой при температуре 18— 20 °С в течение 24 ч. Сердечники полюсов, покрытые эмалью КО-935, сушат в печи вначале при температуре 120 °С в течение 1—2 ч, затем 2—3 ч при температуре 180—200°С. Допускается покрывать сердечники машин с изоляцией классов F и Н эмалью КО-911 с последующей сушкой при температуре 18—20 °С в течение 24 ч. Сердечники полюсов машин серии П изолируют асбестовой бумагой, пропитанной лаком К-40.
При ремонте изоляции сердечников полюсов можно пользоваться стеклотканью и эпоксидным компаундом следующего состава (в весовых частях): эпоксидная смола — 100; тиокол (марки 1) — 10; кварц молотый пылевидный (наполнитель)— 150; полнэтилен-полиамин (отвердитель)—9. Все компоненты перед употреблением смешивают. Температура компонентов во время приготовления должна быть не ниже +12 °С. Тиокол перед приготовлением компаунда выдерживают при температуре 75°С в течение 72 ч. Компаунд сохраняет свою пропитывающую способность после введения отвердителя при температуре 18—20°С в течение 0,5—1 ч.
При изолировании сердечников стеклотканью с эпоксидным компаундом опрессовки изоляции не требуется. Сердечник изолируют стеклотканью марки Э или стеклосеткой марки ССТЭ-6, разрезанной на ленты определенной ширины и длины, каждый слой которой при изолировании промазывают эпоксидным компаундом.
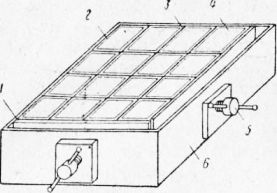
Рис. 1. Приспособление для опрес-совки сердечников полюсов
Для предохранения разрезанной стеклоткани от распускания ее перед нарезкой покрывают тонким слоем эмали КО-911 или ГФ-92ХС и подсушивают на воздухе. Работу производят при действующей вытяжной вентиляции с соблюдением мер предосторожности от попадания компаунда на незащищенные места тела.
При наложении стеклоткани на сердечник ее натягивают в сторону намотки и приглаживают каждый слой к сердечнику для удаления воздуха из пор стеклоткани и заполнения их компаундом. Сердечники после изолирования должны иметь монолитный вид без пустот, не пропитанных компаундом мест и трещин. Полное отвердение компаунда происходит через 24 ч. Излишки изоляции удаляют острым ножом, а сердечники зачищают от наплывов компаунда напильником. Затем сердечники покрывают эмалью.
Ремонт активного железа якорей, роторов и статоров может потребоваться в случае ослабления прессовки пакетов, изготовленных из листов электротехнической стали, или замыкания между листами (из-за заусениц, вмятин и других механических повреждений). Поврежденные места опиливают и тщательно очищают шабером, снимая заусенцы. Более серьезные повреждения сердечников наблюдаются при замыкании обмоток внутри пазов железа. Внутренняя поверхность пазов при этом оплавляется, а иногда происходит выгорание части зубцов железа.
Для устранения оплавления поврежденные участки вырубают зубилом, зачищают и изолируют лаком. Образовавшиеся в результате удаления оплавившегося металла пустоты заполняют (после укладки обмотки на место) либо специальной замазкой из асбеста, цемента и клеящего лака, либо эпоксидной замазкой на смоле ЭД-20. В качестве наполнителя для замазки можно использовать железные опилки.
Для устранения замыкания между листами железа внутри пакета ослабляют прессовку пакета и в местах нарушения изоляции окрашивают железо электроизоляционным лаком, затем пакет снова подпрессовывают. Полное переизолирование железа сердечников производят крайне редко и только в условиях электроремонтного цеха.
При замыкании пакетов железа стяжными болтами изолируют стяжные болты. Иногда бывает достаточно заменить изоляционные шайбы, подложенные под болт или гайку снаружи пакета. Если же замыкание произошло из-за нарушения изоляции стяжного болта внутри пакета, то болт (шпильку) переизолируют путем накатки на стержень микафолия с промазкой каждого слоя клеящим лаком (и последующим запеканием в печи) или стеклотканью на эпоксидном компаунде.
Нарушение прессовки пакета железа сердечника определяют либо по шуму машины в процессе работы, либо по появлению на поверхности железа порошка ржавчины, либо по прохождению лезвия перочинного ножа толщиной 1,2—1,4 мм между листами пакета более чем на 1—2 мм. В зависимости от конструкции сердечника способы устранения слабой прессовки могут быть разными.
При стягивании железа шпильками или болтами подтягивают крепления. Если железо пакетов стягивается специальной поперечной шпонкой, то ее подбивают. При недостаточной жесткости нажимных шайб пакетов железа может образоваться веерность зубцов, которую исправляют подпрессовкой зубцов и установкой дополнительных нажимных шайб более жесткой конструкции.
В случае ослабления прессовки из-за выпадения распорок, образующих вентиляционные каналы между отдельными пакетами железа, пакет расклинивают изоляционными клиньями или специально изготовленными по образцу распорками. Клинья закрепляют эпоксидным компаундом. Если конструкцией машины не предусмотрены стяжные болты или поперечные клиновые шпонки для подпрессовки пакета стали, то ослабление прессовки можно устранить расклиниванием листов тонкими клиньями из стеклотекстолита. Их забивают между листами так, чтобы можно было завернуть конец соседнего листа сердечника на основание клина.
Ослабление прессовки сердечников трансформаторов и их ремонт производят аналогичными способами.