Вид ремонта обмотки якоря определяется дефек-тацией. При поверхностных повреждениях изоляции обмоток дефектные места можно восстанавливать местным изолированием без извлечения секций из пазов. Обрывы и плохую пайку в местах соединения с коллектором устраняют тщательной зачисткой и пайкой припоями ПОС-61 (для машин с изоляцией классов А н В) и ПСр-2,5 (для машин с изоляцией классов F и Н). При обрыве внутри секции или выгорании части секции вследствие короткого замыкания производят полную или частичную перемотку якоря.
При хорошем общем состоянии изоляции обмотки якоря повреждение одной или нескольких секций можно устранить частичной перемоткой. Для этого поврежденную секцию извлекают и заменяют новой или отремонтированной. В случае старения изоляции и хрупкости изоляционных материалов извлечение поврежденной секции вызывает нарушение изоляции остальных секций и обмотку приходится полностью переизолировать. При замене обмотки обычно сохраняют прежними все ее обмоточные и конструктивные данные. При отсутствии чертежей эти данные снимают при разборке. Перед началом разборки обмотки якоря делают эскиз расположения бандажей, определяют диаметр бандажной проволоки, число витков и замков в бандажах, размеры и расположение скобочек крепления бандажей, а также расположение материала и размеры подбандажной изоляции. Затем определяют тип обмотки (петлевая, волновая), шаг по коллектору и шаг по пазам якоря.
Чтобы определить шаг по коллектору, отпаивают несколько проводников от пластин коллектора, ставя пометки на соответствующих пластинах и проводниках. С помощью контрольной лампы 3 (рис.40), подключенной к одному концу Н секции, находят ее второй конец. Зная, к каким пластинам были припаяны концы секции, устанавливают шаг по коллектору. Затем, найдя пазы, в которые уложена секция, определяют шаг обмотки по пазам.
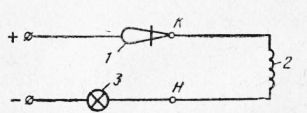
Рис. 1. Нахождение конца секции обмотки с помощью контрольной лампы

Рис. 2. Маркировка пазов и коллекторных пластин
Перед снятием обмотки со стороны коллектора керном ставят метки на торцах коллекторных пластин, к которым припаивают начало и конец секции, а также на зубцах железа якоря, охватывающих паз, в который укладывают соответствующие началу и концу стороны секции. Делают это для сохранения прежнего расположения обмотки по отношению к коллектору, так как у некоторых машин щетки установлены на бра-кетах, укрепленных на подшипниковых щитах, и сместить их в новое положение в случае сдвига обмотки по отношению к коллектору невозможно.
При наличии в обмотке якоря уравнительных соединений устанавливают их обмоточные данные: число, шаг, сечение проводников, расположение на якоре, материал изоляции. Затем приступают к разборке обмотки якоря. Для этого изолируют коллектор асбестовой бумагой; паяльной лампой или газовой горелкой прогревают места пайки обмотки до размягчения припоя и вынимают обмотку из петушков или шлицев коллекторных пластин.
Осадив пазовые клинья легкими ударами молотка по оправке из текстолита или гетинакса, их выбивают из пазов. Если паз закрыт двумя или более клиньями, их следует выбивать с внутренней стороны клина. Средний клин выбивают в любую сторону (стрелками указано направление выбивания клина).
Неповрежденные клинья сохраняют для повторного использования. С помощью специального ломика, которым действуют как рычагом, опираясь на лобовые части соседних секций, вынимают секции из пазов, связывают в пучки и маркируют. Для облегчения выемки секций из пазов якорей, пропитанных термопластичными электроизоляционными лаками, иногда нагревают обмотку электрическим током или в печи до температуры 120—130 °С.

Рис. 3. Схема удаления клиньев из пазов
После снятия обмотки стальными ершами очищают пазы сердечника от остатков старой изоляции, а сердечник и коллектор ремонтируют. Затем железо якоря и пазы до клиновой части покрывают тонким слоем электроизоляционной эмали воздушной сушки, а коллектор проверяют и подготавливают к укладке и пайке обмотки.
В случае необходимости перед началом укладки ремонтируют или переизолируют обмотко-держатели формовочным миканитом. Полоски миканита толщиной 0,3—0,5 мм и шириной, равной ширине кольца обмотко-держателя, размягчают над электроплиткой или в печи и плотно укладывают на очищенное и покрытое лаком или эмалыо кольцо. Наложенный миканит туго бандажируют стеклянной (классы изоляции В, F и Н) или ки-перной лентой, затем изолируют лакотканью или стеклолако-тканью и одним слоем стеклянной (классы изоляции В, F и Н) или миткалевой ленты вполнахлеста.
В подготовленные пазы укладывают пазовую изоляцию, полосы которой делают на 5—10 мм длиннее железа якорей с каждой стороны, а ширину заготовок выбирают с таким расчетом, чтобы они после укладки в паз были на 10—15 мм выше паза. Кроме того, заготавливают комплект междуслойных прокладок для пазовой и лобовой частей обмоток и комплект прокладок под пазовые клинья. Ширина прокладок, укладываемых в пазы, должна быть равна ширине паза, а длина — на 5—10 мм больше его длины. Для изоляции лобовых частей ширину прокладок берут по длине лобовых частей. Материал прокладок выбирают в зависимости от класса изоляции машины по чертежам заводов-изготовителей или по данным, снятым при разборке обмотки.
Одновременно с ремонтом и подготовкой сердечника и коллектора якоря к укладке ремонтируют старые или изготовляют новые секции обмотки. Новые мягкие секции наматывают по специальному шаблону, изготовленному по размерам старой секции, или по размеру спрямленной секции (лодочке) на намоточных станках типа ТТ-22 или вручную на специальных приспособлениях, где имеются: станина, винт, раздвижные губки 3 (4—провод). Количество витков в секции и число секций должны соответствовать данным прежней обмотки.
После намотки перевязанные «лодочки» секций снимают с шаблона и изолируют в соответствии с данными чертежа или эскиза. Затем секциям придают необходимую форму, пользуясь специальными станками или приспособлениями. Изгиб лобовых частей обмотки и формовку головки секции производят в специальных шаблонах, изготовленных по форме старых секций. Готовую секцию примеряют по пазам якоря и изготовляют остальные секции.
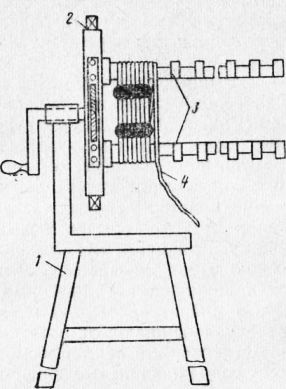
Рис. 4. Приспособление для намотки мягких секций и катушек всыпных обмоток
Секции всыиных обмоток наматывают аналогично намотке мягких секций. Разница лишь в форме секции и способе изоляции. У всыпных обмоток изолируют только выводные концы, а остальную часть секции не изолируют.
Новые стержневые обмотки из жестких секций изготовляют только в случаях значительного повреждения меди обмотки (обгорание, поломка лобовых частей, расплавление и т. п.). При ремонте таких обмоток обычно используют старые секции, сохраняя их форму и размеры. Острым ножом срезают с секций пазовую и лобовую изоляции, затем в специальной печи или с помощью тока от понижающего трансформатора нагревают и отжигают секции при температуре 550—600 °С (до вишневого цвета), опускают их в воду и очищают от остатков изоляции.
Отожженные секции осматривают, раковины и другие дефекты, сокращающие сечение проводников, устраняют наплавкой медью. Секции тщательно очищают, удаляя заусенцы, затем рихтуют деревянным молотком на плите и облуживают концы припоем ГЮС-40.
Вместо вышедших из строя секций изготовляют новые из медной полосы электролитической меди марки Ml необходимого сечения. Старые и вновь изготовленные секции изолируют в соответствии с чертежом или эскизом, снятым при разборке обмотки. Для машин небольшой мощности изолированные секции перед укладкой можно не пропитывать. Секции или стержни крупных машин перед укладкой желательно пропитать электроизоляционным лаком и просушить в печи до слабого отлипа.
Укладку шаблонных обмоток начинают с укладки в намеченный при разборке паз нижней стороны секции. Вложенную секцию осаживают на дно паза молотком через специальную оправку, представляющую собой брусок из дерева или другого мягкого материала, размерами, соответствующими размерам паза. Если секция входит с трудом, то ее пазовую часть натирают парафином. Затем выводят конец начала секции и укладывают его на дно петушка коллектора, намеченного при разборке. Так укладывают все нижние стороны секции, а затем междуслойные пазовые и лобовые прокладки.
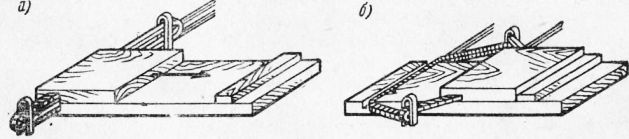
Рис. 5. Растяжка «лодочки» (а, б — секции до и после растяжки)
Аналогично укладывают верхние половины секции обмотки якоря. После этого обрезают излишки пазовой изоляции по высоте, загибают ее концы поверх обмотки и осаживают по всей длине паза с помощью оправки. Затем осаживают лобовые части секций легкими ударами молотка через фибровую прокладку, приводя размеры их вылета в соответствие с данными, снятыми при разборке.
Для окончательного обжатия лобовых частей наматывают временные бандажи, которые снимают только после пропитывания обмотки якоря. Плоскогубцами с тонкими губками обжимают петушки с вложенными в них концами секций обмотки. При неплотном прилегании выводных концов к стенкам хомутиков петушков между концами обмоток вставляют предварительно облуженные медные контактные клинья, а между петушками сбивают временные деревянные клинья-распорки. Выступающие из петушков концы секций обрезают дисковой фрезой или вручную ножовкой.
После укладки проверяют правильность соединения секций обмотки способом падения напряжения, запаивают паяльником концы секции в петушках коллектора и заклинивают обмотки в пазах. Перед заклиниванием в паз прокладывают электротехнический картон (прессшпан) или стеклотекстолит, который предохраняет пазовую изоляцию от задирания и облегчает забивку клиньев. Клинья в паз забивают обычным или пневматическим молотком через текстолитовую прокладку.
Для облегчения пайки коллектор предварительно прогревают до температуры, близкой к температуре размягчения припоя. Обмотки крупных машин запаивают с помощью газовой горелки. При пайке якорь устанавливают с наклоном в сторону коллектора и паяют петушки, находящиеся под небольшим углом к горизонтальной оси (чтобы расплавленный припой не затекал в обмотку якоря и не перемыкал коллекторные пластины па конусе со стороны железа якоря). Небольшие якоря иногда паяют в специальных ваннах в вертикальном положении.
Обмотки с изоляцией классов А, В и F запаивают припоем ПОС-61, а обмотки с кремнийорганической изоляцией (класс Н) — припоем ПСр-2,5. В качестве флюса при пайке используют канифоль. Пайка считается законченной, когда удалены излишки припоя и остатки флюса, а обмотка проверена па качество пайки по всей окружности коллектора. Флюс удаляют металлической щеткой и ветошыо, смоченной в спирте, а излишки припоя снимают напильником.
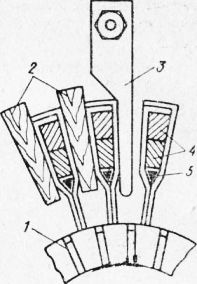
Рис. 6. Расклинивание петушков коллектора деревянными клиньями и пайка специальными паяльниками
Если обмотка якоря имеет уравнительные соединения, то перед началом укладки основной обмотки на обмот-кодержатели укладывают уравнители. Уравнительные соединения могут располагаться на обмоткодержателе со стороны коллектора или (при стержневой обмотке) — со стороны, противоположной коллектору. Уравнители укладывают по схеме, снятой при разборке машины. Уравнительные соединения изолируют от основной обмотки; их высота после укладки и изолирования должна быть на уровне дна паза железа якоря. Пайку уравнителей производят одновременно с пайкой основной обмотки.
Всыпную обмотку укладывают в изолированные полузакрытые пазы отдельными проводами, при этом необходимо следить за тем, чтобы в пазах не было перекрещивания проводников. Уплотнение витков в пазу производят специальной оправкой. Вид паза с уложенной всыпной обмоткой показан на рис. 5,б (1 — проводники; 2, 5 — междуслойная и подклиновая прокладки; 3 — корпусная изоляция; 4—-пазовый клин).
Заключительными операциями при ремонте якорных обмоток являются пропитывание и сушка якоря, намотка и пропаивание постоянных бандажей.