Прежде чем приступить к разборке и ремонту полюсов, необходимо ознакомиться с их конструкцией по чертежам заводов-изготовителей или снять эскизы, чтобы при сборке катушки обмоток и детали крепления их к сердечникам полюсов установить на свои места. Затем нужно снять детали, крепящие катушки на сердечнике, если они предусмотрены конструкцией полюсов, и осторожно, чтобы не повредить изоляцию сердечников полюсов и катушек обмоток, выпрессовать сердечники.
При разборке полюсов все прокладки и шайбы каждого полюса связывают вместе и маркируют. При сильном загрязнении обмотки предварительно промывают моющей жидкостью, затем производят окончательную дефектацию. Наличие обрывов витков в катушках определяют замером их сопротивления, а короткозамкну-тые витки обнаруживают при помощи специального прибора.
Прибор состоит из незамкнутого сердечника, сетевой катушки, подключаемой при испытании к сети переменного тока, и двух вспомогательных катушек К1 и К2 с одинаковым числом витков. Катушки замыкаются на чувствительный милливольтметр с нулем в середине шкалы. Индуктируемые в катушках э.д.с. равны по величине и направлены навстречу друг другу, поэтому через прибор ток не проходит.
Проверяемую катушку Ки надевают на один из выступающих концов сердечника. При отсутствии в катушке короткозамкнутых витков прибор не дает показаний. Если же в катушке имеются замкнутые витки, то происходит нарушение симметричности потоков в стержнях с катушками К1 и К2 и через прибор начинает проходить ток, вызывая отклонение стрелки.
Чаще всего обрывы или замыкания витков в катушках полюсов происходят у выводов обмотки. Для их устранения осторожно подрезают и снимают внешнюю изоляцию катушек в местах выводов. Затем соединяют разорванные проводники и тщательно пропаивают контакты в месте обрыва или изолируют места замыкания витков. После устранения дефекта изолируют оголенные места и пропитывают вновь наложенную изоляцию пропиточным лаком.
При плохом состоянии наружной изоляции катушек и значительном слое хрупкого старого эмалевого покрытия на них общую изоляцию заменяют. При плохом состоянии витковой изоляции, шелушении эмали после снятия общей изоляции, в случаях обрывов или замыкания витков внутри катушек они подлежат перемотке.
При отсутствии чертежей катушки перематывают по данным, снятым с дефектной катушки: марке обмоточного провода, его диаметру или размерам с изоляцией и без нее; марке и размерам провода выводов или конструкции и размерам выводных пластин; числу слоев обмотки; числу витков в каждом слое и общему числу витков; габариту катушки с изоляцией и виду общей изоляции катушки.
Если невозможно установить число витков многовитковых катушек, намотанных беспорядочно, их наматывают таким же проводом по размерам исправных катушек и величине сопротивления обмотки.
Перед намоткой катушки изготовляют шаблон. Его величину рассчитывают так, чтобы новая катушка после наложения наружной изоляции имела те же размеры, что и поврежденная. На шаблон накладывают гильзу из электрокартона, а в прорези вставляют отрезки килерной ленты.
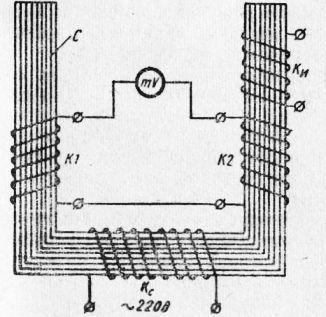
Рис. 1. Прибор для определения короткозамкнутых витков в катушках
Припаяв начало обмоточного провода к выводному проводу или к выводной пластине, изолируют место соединения миканитом и лакотканью. Затем укладывают провод или пластину на шаблон, закрепляют несколькими витками провода, устанавливают шаблон в намоточном станке и наматывают катушку.
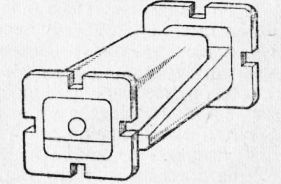
Рис. 2. Шаблон для намотки катушек
Если катушка была намотана на каркас, то шаблона не требуется. Новую катушку наматывают на старый либо новый каркас. Провода укладывают равномерно по всей ширине шаблона. При намотке катушек с конусной формой число витков в рядах постепенно уменьшают, чтобы придать нужную форму. Витки в рядах катушки перекладывают тонкой стеклянной или хлопчатобумажной лентой, заложенной в пазы шаблона до начала намотки.
По мере намотки катушки витки проволоки в шаблоне осаживают молотком через прокладку из гетинакса или текстолита. Намотав несколько слоев провода в соответствии со снятым при дефектации катушки эскизом, закладывают вторую выводную пластину, изолированную миканитом, и производят дальнейшую намотку. По заполнении шаблона до установленного размера или после намотки необходимого числа витков, определенного по счетчику, зачищают провод и проверяют сопротивление катушки. Если сопротивление соответствует паспортным данным или данным замеров, то обрезают провод, а его конец впаивают в выводную пластину, заложенную при намотке катушки, или припаивают к нему второй выводной конец.
Перевязав витки киперной лентой, снимают катушку с шаблона, изолируют выводы и накладывают общую изоляцию. Особенно тщательно изолируют и увязывают выводные концы, где наиболее часто происходят повреждение изоляции и ее пробой.
В заводских условиях катушки полюсов наматывают на специальных намоточных станках типа ПР-160, ТТ-20, ТТ-21 и т. п. Материалы для изоляции применяют в соответствии с чертежом или по данным, снятым с дефектной катушки. Катушки последовательных обмоток возбуждения и обмоток добавочных полюсов небольших машин, изготовленные из проводов, наматывают и ремонтируют аналогичным образом.
Ремонт катушек из шинной меди чаще всего сводится к замене изоляции витков. Для этого старую изоляцию с катушек снимают, а витки меди зачищают стальной щеткой. Нарезают прокладки для витковой изоляции из стекломиканита или миканита марки, соответствующей классу изоляции машины. Растянутую, как пружина, и очищенную от изоляции катушку покрывают изоляционным лаком или эмалью и просушивают в печи. Затем изолируют крайние витки катушки, а между следующими витками устанавливают прокладки. Для придания катушке прежней формы ее опрессовывают, затем надевают на сердечник и закрепляют с помощью шпилек или бандажей, предусмотренных конструкцией полюса.
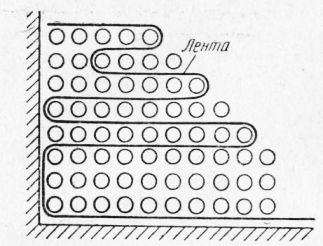
Рис. 3. Перекладка витков лентой при намотке конусных катушек
Новые шинные катушки наматывают (что бывает крайне редко) на токарных или специальных станках. Шину в шаблоне направляют специальной вилкой. В процессе намотки производят рихтовку каждого витка через оправку из гетинакса или текстолита. После намотки катушку отжигают в печи при температуре 500—600 °С, протравливают в 5%-ном растворе серной кислоты, промывают, сушат и изолируют.