Ремонт статорных обмоток асинхронных электродвигателей, как правило, сводится к частичной или полной их перемотке. Поврежденные катушки заменяют в том случае, если их число невелико, а общее состояние изоляции неповрежденных катушек позволяет их вынуть из пазов без повреждения. В случае значительного старения изоляции даже при повреждении в одной из катушек приходится перематывать всю обмотку.
Перед началом разборки обмотки в формуляре электрической машины проверяют наличие обмоточных данных, а при отсутствии формуляра их устанавливают при разборке. Одновременно со снятием обмоточных данных зарисовывают катушку обмотки и схему изоляции с указанием размеров и марок материалов.
В современных машинах обычно применяют двухслойные обмотки с укороченным шагом, которые по сравнению с однослойными имеют значительно меньшие размеры лобовых частей и, следовательно, меньший расход меди. Кроме того, при укороченном шаге обмотки уменьшается габарит машины и улучшается сдвиг между группами катушек, образующих следующую пару полюсов, равен 2т.
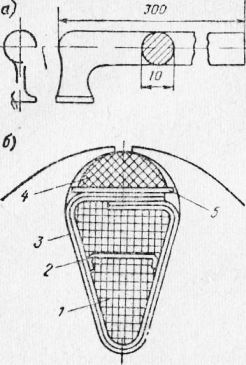
Рис. 1. Уплотнение витков всыпной обмотки в пазу
Таким образом, зная обмоточные данные, можно проверить схему обмотки и разметить пазы, относящиеся к одной фазе. Разборка обмоток статоров аналогична разборке обмоток якорей. При полной перемотке всыпных статорных обмоток для облегчения демонтажа с одной стороны статора катушки обрезают до пазовой части, а с другой при помощи специальных устройств или талей вытаскивают их, захватывая крюком за вылет лобовой части.
Сердечники статоров готовят к укладке обмоток так же, как и якоря машин постоянного тока. Мягкие секции всыпных обмоток из круглого изолированного провода наматывают на намоточных станках или приспособлениях. Чтобы уменьшить количество паек и соединений в обмотке статора, катушки наматывают целиком на полюс-фазу, а при двух полюсах — на всю фазу. Намотанные катушки связывают лентой, а на выводные концы надевают изолирующие чулки.
При перемотке может оказаться, что в наличии нет проводов нужного сечения или марки. В этих случаях возможна замена проводов одной марки на другую, подходящую по сечению и нагревостойкости. Иногда вместо одного провода приходится ставить параллельно два провода меньшего диаметра, но по сумме сечений равных заменяемому. При таких заменах необходимо учитывать, что число параллельных проводов одинакового сечения не должно превышать трех, так как замена одного провода несколькими вызывает уменьшение коэффициента заполнения паза и усложняет укладку.
Несколько проводников разных сечений вместо одного ставить нельзя, так как в параллельных проводах обмоток машин переменного тока токи между этими проводами распределяются практически поровну (а не пропорционально сечениям) вследствие равенства их индуктивных сопротивлений. Поэтому провод с меньшим сечением будет неизбежно перегреваться.
Перемотка жестких шаблонных и стержневых обмоток статоров, как и у обмоток якорей, как правило, сводится к переизолированию секций. Укладку двухслойных обмоток в пазы статора выполняют в соответствии со схемой, составленной при разборке.
Стороны катушек, находящиеся в одном пазу, показаны на рисунке рядом. Для большей наглядности стороны катушек, которые размещаются в нижнем слое паза, на схеме изображены длинными линиями, а стороны, находящиеся в верхнем слое,— короткими. Катушечные группы первой фазы обозначены на рисунке толстыми линиями, второй фазы — пунктирными, а третьей — тонкими.
Укладку такой обмотки начинают с укладки нижних сторон катушек всех трех фаз, приходящихся на один полюс. Вторые стороны, которые должны находиться в верхнем слое пазов четвертого полюса, укладывают позже. Затем последовательно, согласно схеме, укладывают в пазы обе стороны следующих катушек фаз. Одни стороны укладывают в нижнюю часть незаполненных пазов второго полюса, а другие — в верхнюю часть ранее заполненных пазов первого полюса и т. д. Неуложенные вначале верхние стороны катушек укладывают последними.
При укладке обмоток устанавливают междуслойные прокладки в пазах и изолируют лобовые части. После укладки соединяют катушечные группы, заклинивают пазы и укладывают лобовые части. Лобовые части всыпных обмоток перевязывают стеклянной или киперной лентой.
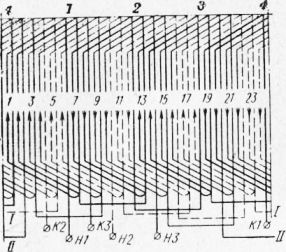
Рис. 2. Схема двухслойной петлевой обмотки статора
Выводные концы катушечных групп соединяют по схеме либо путем сварки угольным электродом с помощью специального устройства, либо пайкой припоем ПОС-61. Устройство для сварки проводов сечением до 2,5 мм2 состоит из трансформатора, сварочного карандаша I и специальных клещей II.
Трансформатор питается от сети переменного тока напряжением 127/220 В. Первичная обмотка имеет 340 витков провода марки ПЭВ-2 диаметром 0,8 мм. Вторичная обмотка намотана проводом марки ПСД диаметром 2,1 мм, имеет 56 витков с отпайками от 11, 16, 19, 23, 31, 39, 47 и 56-го витка.

Рис. 3. Устройство для сварки проводов
Сварочный карандаш состоит из текстолитового корпуса, перфорированной латунной трубки и мундштука. В мундштуке крепится фарфоровая втулка. Угольный электрод (длиной 50 мм и диаметром 6 мм) зажимается в стальной цанге и получает питание от токоведущего стержня 6. Подключение сварочного карандаша к трансформатору осуществляется штекером.
Клещи для подвода питания к свариваемым проводникам представляют собой специально изготовленные плоскогубцы с изолированными ручками, гибким проводом и штекером для подключения к трансформатору.
Проводники при сварке берут клещами немного ниже свариваемого места и плавно подводят к ним сварочный карандаш. При соприкосновении угольного электрода сварочного карандаша с концами свариваемых проводников в этом месте возникает элек^. трическая дуга, которая, оплавляя проводники, сваривает их между собой.
Места соединений тщательно изолируют, затем увязывают и крепят лобовые части обмотки. При наличии бандажного кольца его предварительно изолируют и подвязывают к нему лобовые части обмотки, как это было выполнено до разборки. Правильность соединения обмоток проверяют при помощи простейшего приспособления.
Отремонтированные статоры после предварительной сушки покрывают эмалью.