Основным достоинством ВК по сравнению с поршневыми является возможность бесступенчатого регулирования холодопроизводитель-ности, которое может осуществляться в широких пределах. Существует много различных способов регулирования производительности поршневого компрессора. Однако при всех известных способах регулирования производительности ход поршня, а следовательно, и рабочая длина цилиндра поршневого компрессора остаются неизменными. Основным способом регулирования производительности ВК является способ изменения длины рабочего цилиндра, а главным элементом регулятора — регулирующие салазки, образующие нижнюю часть контура расточки корпуса компрессора.
Регулирующие салазки, перемещаясь в осевом направлении, изменяют рабочую длину цилиндра. Следовательно, отсечение парной полости 01 окна всасывания происходит при различных углах поворота роторов, считая с момента окончания процесса всасывания. При этом объем хладагента, заключенный в парной полости, отсеченной от окна всасывания, также оказывается различным в зависимости от положения салазок, так как процесс сжатия начинается тогда, когда регулирующие салазки и блок цилиндров образуют замкнутый контур. При нахождении салазок в крайнем положении стороны всасывания вся длина цилиндра находится в работе, этим обеспечивается максимальная производительность компрессора.
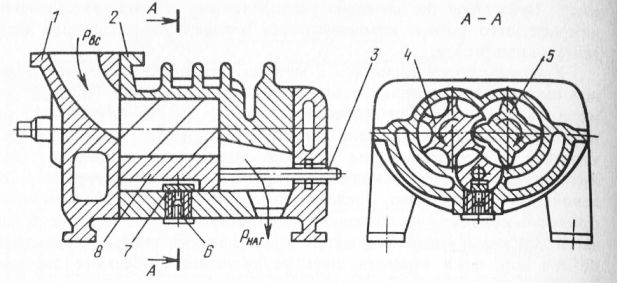
Рис. 1. Схема регулирования производительности винтовых компрессоров ВК-350 и S54 фирмы «Сталь» (7Г = 5,0):
1 – всасывающая секция; 2 – корпус; 3 – привод ре1улятора; 4 – ведомый ротор; 5 – ведущий ротор; 6 – установочный фланец; 7 – направляющий сухарь; 8 – регулирующие салазки
Различные геометрические степени сжатия ВК в основном достигаются разными формами нагнетательного окна. У винтовых компрессоров серии 1 предприятия «Кюльаутомат» нагнетательное окно состоит из осевой и радиальной частей. Осевая часть определяется геометрической формой расточки нагнетательной секции, а радиальная — формой регулирующих салазок. Для разных модификаций осевое отверстие в секции нагнетания остается неизменным, а изменяется форма регулирующих салазок, благодаря чему обеспечиваются три геометрические степени сжатия: 2,6; 3,6 и- 4,8. Чем больше значение проточки салазок со стороны их торцевой части, обращенной к стороне нагнетания, тем раньше при вращении роторов полость со сжимаемым паром хладагента подходит к нижней кромке окна нагнетания и тем соответственно меньше степень сжатия компрессора.
У винтовых компрессоров серии 1 «Кюльаутомат», ВК-350 Казанского завода «Компрессор» и серии S54 «Сталь» во избежание проворачивания регулирующих салазок во время их осевого перемещения в корпусе компрессора с нижней стороны салазок выфрезерован паз, куда уложен направляющий сухарь, крепящийся неподвижно благодаря установочному -фланцу. Установочный фланец выставляется при изготовлении компрессора на заводе-изготовителе и должен оставаться в неизменном положении, так как нарушение его фиксации может привести к заклиниванию салазок. У ВК серии 2 предприятия «Кншь-аутомат» отсутствует установочный фланец, а фиксация салазок против, их проворачивания осуществляется при помощи управляющих дисков, вмонтированных в секцию нагнетания (рис. 31). В данном случае размер окна нагнетания формируется конфигурацией соответствующих управляющих дисков и формой расточки в регулирующих салазках.
В настоящее время компрессоры выпускаются с раздельными управляющими дисками ведущего и ведомого роторов, что позволяет улучшить КПД компрессора при частичных нагрузках. Конфигурация отверстия в управляющем диске соответствует определенной внутренней геометрической степени сжатия компрессора. Работа винтового компрессора наиболее экономична в том случае, когда тттр =пвн или близка к этому равенству; в противном случае энергетическая эффективность работы компрессора снижается, а его работа начинает сопровождаться высокочастотными пульсациями пара хладагента, причиной появления которых является различие давлений хладагента в нагнетательном трубопроводе и в полости сжатия в момент подхода парной полости к кромке окна нагнетания. В связи с этим в настоящее время в большинстве установленных на судах компрессоров предприятия «Кюльаутомат» с геометрическими степенями сжатия 3,6 и 4,8 предусмотрены дополнительные конструктивные элементы, обеспечивающие защиту от газовых пульсаций. При перемещении салазок в сторону min и достижении ими почти крайнего положения парная полость, которая еще не подошла к кромке окна нагнетания, соединяется с маслоотделителем, в котором хладагент находится под давлением нагнетания Осуществляется это при помощи проточки в регулирующих салазках которая совмещается с отверстием б в роторной секции, к которому подсоединен трубопровод от маслоотделителя. В этом случае давление в полости сжатия плавно возрастает еще до начала процесса нагнетания и пульсации хладагента в нагнетательном трубопроводе и в полости компрессора почти полностью сглаживаются. В компрессорах марок S3-315 и S3-450 каналы образуются в виде вертикальных пазов на регулирующих салазках, а в компрессорах S3-900 и S3-1800 — цилиндрической проточки салазок.
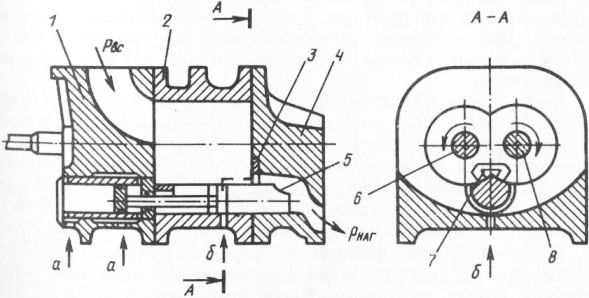
Рис. 2. Схема регулирования производительности винтовых компрессоров серии 2 предприятия «Кюльаутомат»:
1 – секция всасывания; 2 – роторная секция; 3 – управляющий диск; 4 – сек-нагнетания; 5 – регулирующие салазки; 6 – ведомый ротор; 7 — окно наг-тания; 8 – ведущий ротор (а – подвод масла в цилиндр регулятора; б – под-ючение для защиты от газовых пульсаций)
Привод золотникового регулятора может осуществляться вручную либо посредством электромеханического или гидравлического воздействия. Компрессоры с ручным приводом регулятора производительности, выпускаемые казанским заводом «Компрессор», установлены на многих предприятиях мясной и молочной промышленности. В конце 60-х годов флот рыбной промышленности СССР пополнился транспортными рефрижераторами типа «Прибой» и плавбазами типа «Рыбацкая слава», в составе производственных ХУ которых в качестве бустер-компрессоров применяются компрессоры серии S64 с электромеханическим приводом. ВК-350 казанского завода с электромеханическим приводом применяются в настоящее время на больших автономных траулерах типа «Адмирал Головко» в составе одноступенчатых ХУ. При электромеханическом приводе регуляторов вращательное движение вала реверсивного электродвигателя посредством винтовой передачи преобразуется в возвратно-поступательное движение салазок. При достижении салазками одного из крайних положений электродвигатель привода отключается одним из двух конечных выключателей.
Эксплуатация ВХК с электромеханическим приводом регуляторов показала, что до 80% отказов компрессоров связано с механизмом привода регуляторов. Это вызвано тем, что при отказе конечных выключателей или их неправильной юстировке электродвигатель привода не отключается после достижения регулирующими салазками одно.го из крайних положений. В конечном счете происходит либо поломка редуктора, либо выход из строя электродвигателя.
В последние годы большинство фирм, выпускающих ВХК, применяют простой по конструкции и надежный в эксплуатации гидравлический привод регуляторов. Такой привод имеют все ВХК предприятия «Кюльаутомат».
В зависимости от конструкции ВК подача масла на перестановку привода регулятора осуществляется двумя способами: от автономной системы гидравлики или за счет отбора части масла от общей смазочной системы. В зависимости от назначения и режима работы компрессора регулятор производительности может быть двух исполнений – с одно-сторонним или двухсторонним сервоприводом, т. е. масло к приводу может подаваться с одной или двух сторон.
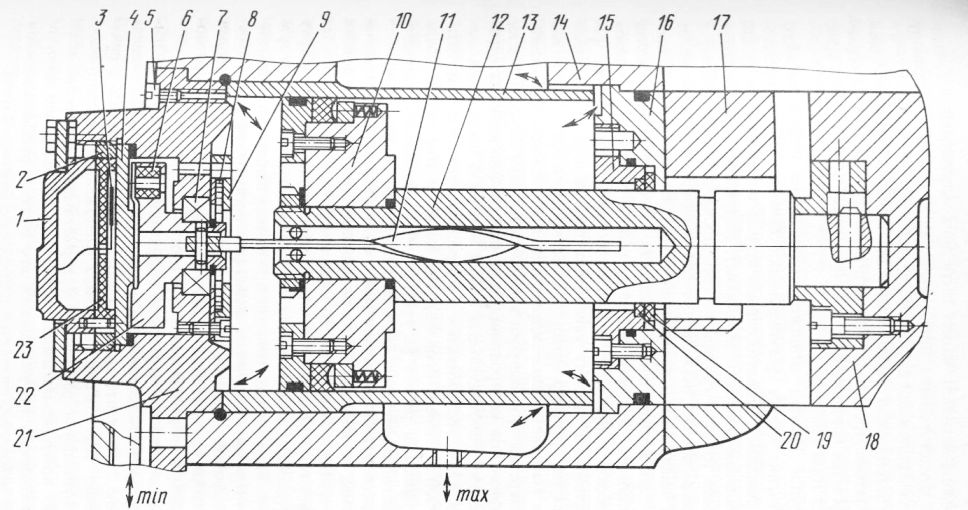
Рис. 3. Узел регулирования производительности винтового компрессора S3-900 серии 2 с двухсторонним сервоприводом:
1 – крышка датчика; 2 — резьбовое кольцо; 3 – герметичный контакт; 4 — контактная плита; 5 – пробка; 6 — колще-вой магнит; 7 – шарикоподшипник; 8 – пружина; 9 – стакан пружины; 10 — поршеньв сборе; 11 – плоский стержень; 12 — шток; 13 — цилиндр; 14 — всасывающая секция; 15 — герметизирующая втулка; 16 — ограничительный диск; 17 – упор салазок; 18 — салазки; 19 – прокладка из ПТФЕ; 20 — уплотнительное кольцо; 21 — крышка регулятора; 22 — магнитодержатель; 23 — плита контактная
В процессе нормальной эксплуатации ВК с гидравлическим сервоприводом регулятора производительности целая группа деталей сервопривода подвергается повышенному износу и имеет ограниченный срок службы порядка 5000 ч работы.
К этой группе деталей относятся: уплотнение гидравлического поршня; уплотнение штока регулирующих салазок (ВК с двухсторонним сервоприводом); уплотнительное кольцо потенциометра (у ВК серии 1 с«потенциометрическим прибором). Нарушение герметичности у каждого кольца из этой группы деталей проявляется по-разному и в первую очередь зависит от конструкции сервопривода, а также от способа подачи масла на его перестановку. Признаками, которые проявляются при возникновении неплотности уплотнительных колец регулятора, являются: подтеки масла в районе защитного колпака потенциометрического прибора; самопроизвольное перемещение регулирующих салазок в сторону увеличения производительности даже при ручном режиме регулирования работы компрессора; понижение уровня масла в масляном бачке гидравлики; выброс масло-фреоновой смеси через отверстия для выпуска масла в масляном бачке. Если ни один из этих признаков не проявляется, то совершенно не обязательно производить замену уплотнительных колец в период проведения очередного технического обслуживания компрессора, даже если он отработал свыше 5000 ч. Замена производится только в том случае, когда нарушается нормальная работа регулятора и в обязательном порядке во время текущего ремонта, т. е. через 10 000…12 000 ч работы.
Практика эксплуатации и технического обслуживания ВК предприятия «Кюльаутомат» показывает, что при нарушении нормальной работы регулятора по причине повышенного износа одного из рассмотренных уплотнительных колец целесообразно произвести полную его разборку с заменой всех уплотнительных колец, а не только того кольца, которое вышло из строя. Вызвано это тем, что при замене любого уплотнитель-ного кольца необходимо выполнить целый ряд подготовительных работ: выпустить из агрегата хладагент, отсоединить масляный трубопровод и выпустить из регулятора масло, демонтировать с ведущего ротора полумуфту, разобрать сервопривод регулятора.
Все вышеперечисленные признаки нарушения нормальной работы привода регуляторов относятся к ВК марок S3-900 и S3-1800 серии 1 и частично серии 2. Отличительной особенностью компрессоров серии 2 является наличие герметичного датчика положения регулирующих салазок. Преимуществом регулятора с герметичным датчиком является отсутствие потенциометрического прибора, и, следовательно, не существует необходимости уплотнения его валика резиновым кольцом, благодаря чему обеспечивается полная герметичность узла.
Преобразование поступательного движения регулирукшщх салазок 0 Ерашательное в новой конструкции идентично старой, только на конце скрученного стержня вместо валика с уплотнительным кольцом пепится магнитодержатель. В него впрессованы пять постоянных магнитов, магнитные поля которых через немагнитную уплотнительную плиту управляют герметичными контактами. Герметичность датчика обеспечивается уплотнением немагнитной плиты, которая прижимается к крышке регулятора резьбовым кольцом. Гистерезис (замедленное изменение направления вращения) между положением регулирующих салазок и магнитодержателем, обусловленный наличием зазоров между направляющими скрученного стержня в поршневом штоке и в узле крепления скрученного стержня в магнитодержателе, отсутствует благодаря наличию спиральной пружины, которая первоначально монтируется в стакан таким образом, чтобы постоянно находиться в натянутом состоянии. При изменении производительности компрессора сигнал, поступающий от рабочих герметичных контактов, преобразуется в автоматическом блоке управления винтовым агрегатом и индуцируется на щите управления. Производительность компрессора изменяется плавно; показание на индикационном приборе осуществляется ступенчато в диапазонах 0…20, 20…40, 40…60, 60…80,80…100%. Положения минимум и максимум регулирующих салазок сигнализируются отдельно.
Регулятор производительности с односторонним сервоприводом отличается тем, что в нем отсутствует герметизирующая втулка с уп-лотнительными кольцами и заглушено одно отверстие подачи масла в полость цилиндра. В этом случае перемещение регулирующих салазок в направлении увеличения производительности происходит под воздействием пара хладагента при давлении нагнетания на торец регулирующих салазок. Регуляторы с односторонним сервоприводом применяются в компрессорах, работающих при достаточно большой разности давлений нагнетания и всасывания, обеспечивающей надежное перемещение регулирующих салазок в направлении увеличения производительности. Это условие выполняется в СУ, работающих по циклу одноступенчатого сжатия, когда разность давлений нагнетания и всасывания составляет 0,9…1,1 МПа. Компрессоры с двухсторонним сервоприводом регулятора применяются в двухступенчатых установках преимущественно в качестве ступеней низкого давления. При этом обеспечиваются быстрота и надежность перемещения салазок в обоих направлениях при разности давлений нагнетания и всасывания 0,2…0,3 МПа.
У ВК марок S3-900 и S3-1800 серии 1 уплотнительное кольцо штока расположено непосредственно в ограничительном диске, поэтому для его замены необходимо произвести полную разборку механизма регулятора производительности с демонтажом цилиндра, ограничительного Диска вместе с упором регулирующих салазок, в то время как у ВК серии 2 ограничительный диск выполнен раздельным и состоит из двух частей: самого ограничительного диска и герметизирующей втулки с уплотнительными кольцами. В этом случае для замены уплотнения штока нет необходимости демонтировать ограничительный диск и совершать ряд связанных с этим работ, а достаточно демонтировать только герметизирующую втулку.

Рис. 4. Схема подачи смазочного масла и одностороннего гидравлического сервопривода регулятора производительности винтового компрессорного агрегата S3-900 серии 2 (пунктир соответствует схеме с двухсторонним сервоприводом):
1 – маслоотделитель; 2 – ВК; 3 – масляный фильтр тонкой очистки; 4 – обратный клапан; 5 – дроссельный клапан; 6 – многоходовой золотниковый клапан; 7 – маслонасос системы гидравлики; 8 – масляный фильтр грубой очистки; 9 – бак гидравлического масла; 10 – клапан ограничения давления; 11 – маслонасос системы смазочного масла; 12 – маслохолодильник
Рассмотрим несколько принципиальных схем смазки и гидравлического привода регулирования производительности ВК. Одна из таких схем изображена на рис. 4, В этой схеме для привода регулятора производительности компрессора применяется автономная система гидравлики.
При пуске агрегата одновременно включаются насос смазочного масла, осуществляющий предварительную прокачку компрессора, и гидравлический насос, который забирает гидравлическое масло из бачка и через многоходовой золотниковый распределительный клапан подает его в камеру перестановочного устройства. После достижения регулирующими салазками положения минимума производительности подается сигнал на запуск винтового компрессора.
При поступлении сигнала «Увеличение производительности» многоходовой распределительный клапан соединяет камеру перестановочного устройства регулятора с масляным бачком. Салазки через поршень под воздействием давления нагнетания компрессора вытесняют масло из камеры перестановочного устройства в бачок. Скорость перемещения салазок в сторону уменьшения производительности задается настройкой дроссельного клапана. Гидравлический насос в режимах «Увеличение производительности» и «Постоянная производительность» работает вхолостую, возвращая масло через распределительный клапан в бачок.
При двухстороннем сервоприводе поток масла поступает не обратно в бачок, а направляется в камеру перестановочного устройства (на рисунке показано пунктирной линией).
На рис. 5 приведена схема подачи масла ВК марки S3-900 усовершенствованной серии с двухсторонним сервоприводом регулятора, в которой смазочная система и гидравлический привод регулятора произ-водительностй объединены. В этой достаточно простой и надежной схеме полностью исключена возможность повышения давления в камере перестановочного устройства и разгерметизация компрессорного агрегата. Масло к поршню регулятора подается от насоса смазочного масла под давлением на 0,1…0,25 МПа выше давления нагнетания компрессора. Сложная и громоздкая система гидравлики заменена четырьмя соленоидными вентилями. При одновременном открытии вентилей происходит увеличение производительности.
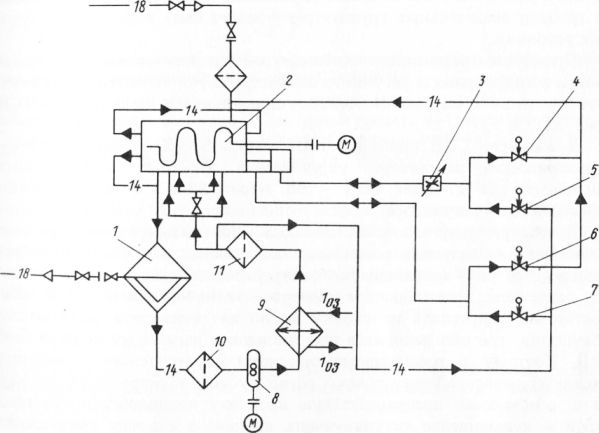
Рис. 5. Объединение системы подачи смазочного масла и гидравлического привода регулятора производительности винтового компрессора S3-900 в одну общую систему:
1 – маслоотделитель; 2 – ВК; 3 – дроссельный клапан; 4, 5, 6,1 – СВ; 8 – масляный насос; 9 – маслоохладитель; 10 – масляный фильтр грубой очистки; – масляный, фильтр тонкой очистки
Если компрессор выполнен с односторонним сервоприводом, то система еще проще и включает два соленоидных вентиля, открытие одного из которых обеспечивает поступление масла в камеру перестановочного устройства и уменьшение производительности компрессора, а при открытии другого камера перестановочного устройства соединяется со всасывающим трубопроводом и регулирующие салазки под воздействием давления нагнетания смещаются в направлении увеличения производительности.
Работы по изменению схемы гидравлического привода регуляторов производительности ВК в целях упрощения и повышения надежности не требуют значительных трудозатрат и могут быть выполнены в судовых условиях.
Примером применения подобных усовершенствованных смазочных систем и гидропривода регуляторов компрессоров является схема двухступенчатого ВК марки F2MS3-900, установленного на судах типа ТСМ (рис. 35).
В качестве СНД применен ВХК марки S3-900 с двухсторонним сервоприводом регулятора, управляемый четырьмя соленоидными вентилями, а в качестве СВД — ВК марки S3-315 с односторонним сервоприводом регулятора.
Благодаря тому что в ВК марки S3-315 в качестве опорных подшипников используются роликовые подшипники качения, при работе компрессора нет необходимости, непрерывно подавать к ним масло под давлением, превышающим давление нагнетания на 0,1—0,25 МПа. Достаточно направлять на смазку масло из ресиверной части маслоотделителя, где оно находится под давлением нагнетания компрессора СВД. Поэтому в рассматриваемой схеме двухступенчатого агрегата масляный насос работает только перед пуском компрессоров первые 60 с, обеспечивая предварительную прокачку подшипников компрессоров и перемещение регулирующих салазок в сторону уменьшения производительности. После пуска агрегата масляный насос останавливается и дальнейшая смазка деталей и узлов трения осуществляется маслом, поступающим из маслоотделителя. Увеличение производительности компрессора S3-315 происходит в результате воздействия давления нагнетания на торец регулирующих салазок, в то время как камера перестановочного устройства соединена со стороной всасывания. При подаче в камеру перестановочного устройства масла от маслоотделителя происходит перемещение салазок в направлении уменьшения производительности, так как площадь сечения поршня регулятора значительно превышает площадь сечения регулирующих салазок со стороны нагнетания. Н
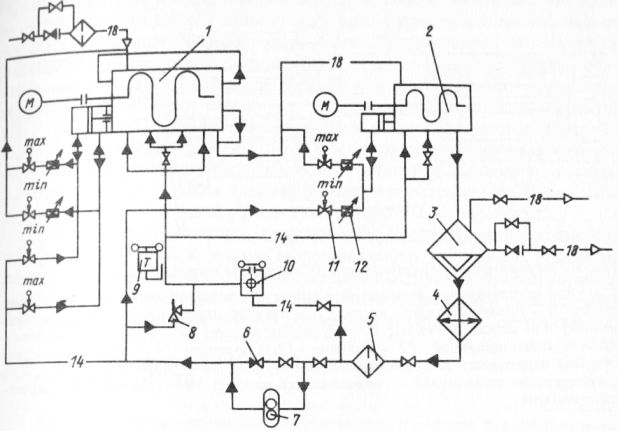
Рис. 6. Схема смазочной системы гидравлического привода регулятора производительности двухступенчатого ВК марки F2MS3-900:
1 – ВК марки S3-900 СНД; 2 – винтовой компрессор S3-315 СВД; 3 – маслоотделитель; 4 – маслоохладитель; 5 – масляный фильтр; 6 – перепускной клапан; 7 – насос смазочного масла; 8 — клапан ограничения давления; 9 — реле температуры; 10 – реле расхода масла; 11 -СВ; 12 – дроссельный клапан
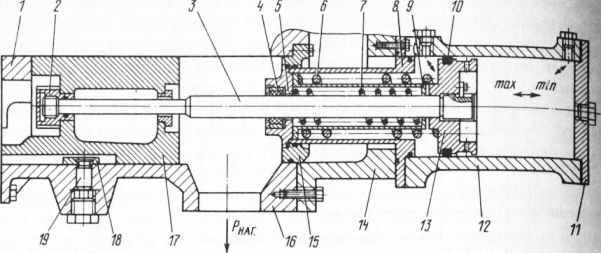
Рис. 7. Регулятор производительности ВК марки S54 фирмы «Сталь»:
1 – упор регулирующих салазок; 2 – гайка; 3 – шток поршня; 4 – уплотнение штока; 5 – герметизирующая втулка; 6 – пружина наружная; 7 – пружина внутренняя; 8 – стакан пружины; 9 – пружинная втулка; 10 – уплотнение поршня; 11 – крышка цилиндра; 12 – цилиндр; 13 – поршень; 14 – крышка роторов стороны нагнетания; 15 – направляющая втулка; 16 – корпус роторов; 17 – регулирующие салазки; 18 – направляющий ползун; 19 – шпиндель направляющего ползуна
Односторонний сервопривод регулятора производительности применяется и в ВК фирмы «Сталь» серии S54 (рис. 36). Но в отличие от компрессоров предприятия «Кюльаутомат» смещение регулирующих салазок этих компрессоров в направлении, соответствующем уменьшению производительности, осуществляется воздействием сжатых пружин на поршень регулятора. В процессе эксплуатации компрессоров S54 также может возникнуть ситуация, при которой нарушается нормальная работа регулятора по причине повышенного износа уплотнения поршня и штока. Но при работе компрессора в одноступенчатом режиме с достаточно высоким давлением нагнетания усилие, создаваемое парами хладагента, воздействуя на торец регулирующих салазок, как бы компенсирует усилие пружин, и неплотность кольца поршня не проявляется столь заметно, как при работе в режиме бустер-компрессора. Износ уплотнения штока особых нарушений в работе регулятора не вызывает, хотя и создается дополнительное усилие на поршень, направленное в сторону min, поэтому замену этого уплотнения производят во время капитального ремонта компрессора.
Опыт эксплуатации ВКА на судах свидетельствует о преимуществах гидравлического привода регуляторов производительности перед ими видами привода. Приведенные схемы показывают, уктивно гидропривод может быть решен просто и с меньшим количеством элементов, благодаря чему обеспечиваются его удобство обслуживания. Однако следует обратить внимание на то, что при работе ВК в режиме автоматического управления износ уплотнительных колец узла регулирования производительности идет значительно быстрее, чем при работе наручном режиме. Вызвано это тем, что при работе в автоматическом режиме регулятор производительности совершает постоянные колебательные движения, так как даже при незначительном изменении тепловой нагрузки на испарительную систему изменяется и значение контролируемого параметра.
Следовательно, не всегда целесообразно эксплуатировать холодильную установку с ВК в режиме автоматического управления. При несении постоянной вахты в рефрижераторном отделении ручное управление производительностью оказьшается более надежным, а срок службы быстроизнашивающихся деталей регулятора значительно увеличивается.