После установки и крепления электротехнических изделий, а также затяжки, укладки и крепления кабелей приступают к разводке (раскладке) кабелей для правильного их ввода в электротехнические изделия. Данные работы условно можно отнести как к внешнему монтажу, так и к внутреннему.
Необходимость в разводке обычно возникает, если количество кабелей, вводимых в электроизделия, велико или нужно оставить внешний запас кабеля до его ввода. При небольшом числе вводимых в электрооборудование кабелей их вводят прямо из-под последнего крепления, установленного на трассе.
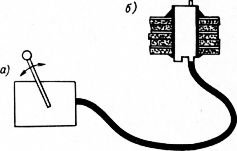
Рис. 1. Переносное устройство для заливки компаундом кабельных коробок:
а — устройство; б — кабельная коробка.
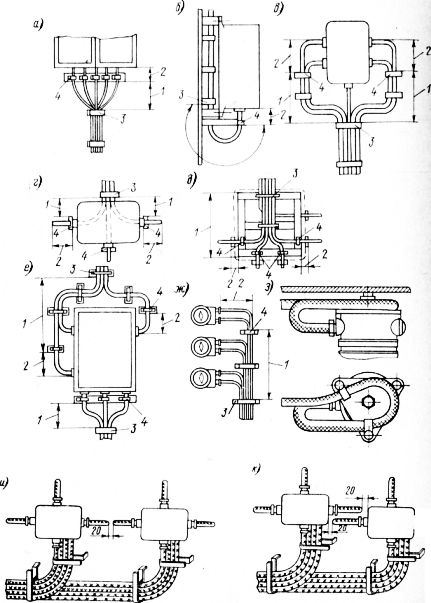
Рис. 2. Разводка кабелей около электрооборудования:
а — открытым веером; б — скрытым веером; в — открытая по периметру; г — скрытая по периметру на индивидуальных изделиях; д — скрытая по периметру на монтажной раме; е — комбинированная; ж — групповая; з — разводка внешнего запаса; и — оси сальников совпадают; к — оси сальников не совпадают.
1 — зона разводки; 2 — зона ввода; 3 — последнее крепление перед разводкой; 4 — последнее крепление перед вводом.
Разводка кабелей не находит, как правило, четкого отражения конструкторской документации и выполняется по месту. Для выполнения этих работ — одних из наиболее сложных в монтаже электрооборудования — требуется большой опыт и высокая квалификация рабочих.
Прокладку пучков кабелей по трассам производят до последнего крепления, установленного около электроизделия. Эту часть уложенных и закрепленных кабелей называют зоной прокладки. Затем начинается зона разводки кабелей. Существует несколько способов раскладки кабелей.
1. Открытым веером. Расстояние от последнего крепления до электроизделия без сальников должно быть не меньше 11 диаметров кабеля наибольшего сечения, входящего в веер. Для электроизделия с сальниками это расстояние увеличивают на 60 мм для обеспечения уплотнения кабелей в сальниках. Раскладка кабелей открытым веером удобна для электромонтажника (не требуется демонтаж подключаемого электрооборудования), но не всегда возможна, так как при этом способе необходима большая площадь.
2. Скрытым веером. Кабели крепят между плоскостью электроизделия и плоскостью переборки или палубы. Электроизделие не устанавливают до момента раскладки, а если оно установлено, снимают с креплений на время раскладки и затем ставят вновь. Дополнительной площади, как правило, не требуется. Этот способ применяется в том случае, когда временный демонтаж электроизделия несложен, а также при большой стесненности в местах установки электроизделий.
3. Открытая по периметру. Применяется для изделия, имеющего вводные отверстия для кабелей с двух—четырех сторон; кабели в районе разводки крепят в таких же конструкциях, как и до района разводки. Этим методом удобно пользоваться в том случае, если около электрооборудования достаточно места для подвода кабелей к сальникам без перекрещиваний.
4. Скрытая по периметру на индивидуальных изделиях. Применяется для разводки небольших пучков кабелей при стесненной установке электрооборудования и отсутствии свободного места Для открытой разводки. В районе разводки устанавливают такие же конструкции для крепления кабелей, как и до него.
5. Скрытая по периметру на монтажной раме. Выполняют в пределах проекции электроизделия на переборку или палубу при вводе кабелей с нескольких сторон. Применяется при условиях, указанных в п. 4 и при перекрещиваниях кабелей в пучке, вынесенных из зоны прокладки в зону раскладки.
6. Комбинированная. Применяется при вводе пучков кабелей, прокладываемых к нескольким сторонам электроизделия. В этом лучае целесообразно выполнять раскладку одной части кабелей открытым веером, другой части — скрытым веером, на монтажной раме или другим наиболее подходящим способом.
7. Групповая. Осуществляется около группы электроизделий установленных в непосредственной близости один от другого! Имеет те -же достоинства и недостатки, что и раскладка открытым веером.
8. Разводка с большим запасом длины. Применяется в случае, когда во время эксплуатации требуются неоднократные отключения и подключения кабелей к контактам электроизделия, например, к светильникам, у которых по мере пересыхания изоляции конца кабеля, введенного внутрь светильника, приходится укорачивать кабель и производить повторные подключения. Крепление запаса длины может быть различным, в зависимости от конкретных условий установки элемента электрооборудования.
9. Произвольная. Применяется для разводки пучков кабелей около распределительных устройств защищенного исполнения. Ограничивается пределами каркаса распределительного устройства. Для крепления кабелей используют скобы.
При вводе кабеля в электроизделия без сальников необходимо закрепить участок кабеля между стенкой прибора и контактом для предохранения оболочек кабелей от повреждения вследствие вибрации, а контактов электрооборудования — от механической нагрузки. Крепление осуществляют после ввода и разделки кабелей. Одиночный кабель крепят хомутиком или скобами, пучок кабелей — скобами.
Уплотнение кабелей в сальниках одновременно является достаточным креплением, выдерживающим воздействие на контакт веса конца кабеля, а также усилия от его вибрации на ходу судна.
Перед вводом кабеля в электроизделие прежде всего необходимо определить длину отрезка кабеля для зоны раскладки до контакта, к которому его нужно подключить. Длину определяют с помощью проволочного шаблона, который выкладывают так же, как будет уложен кабель. При выкладке шаблона необходимо выдерживать минимально допустимые радиусы изгиба кабелей данной марки и учитывать запас длины на изгиб внутри электрооборудования.
При вводе одножильных, двужильных и трехжильных кабелей шаблон выгибают для каждой жилы на участке от последнего крепления зоны раскладки до контактов для подключения. При вводе многожильного кабеля шаблон выгибают на участке от последнего крепления зоны раскладки до места снятия внешней шланговой оболочки или внешней резиновой изоляции. Выпрямив шаблон, его прикладывают к кабелю, отмечают на кабеле мелом места отрезания его лишней длины и места снятия соответствующих оболочек и изоляции. У многожильных кабелей длину жил необходимо оставлять равной внутреннему полупериметру электрооборудования плюс 200 мм.
По окончании крепления кабелей в зоне раскладки приступают к вводу их в электроизделия.
На расположение кабелей в зоне ввода существенное влияние называют диаметр и тип кабеля. В соответствии с существующими техническими требованиями наименьший допустимый радиус изгиба кабеля принимают равным пяти диаметрам кабеля. Различные виды вводов показаны на рис. 3.
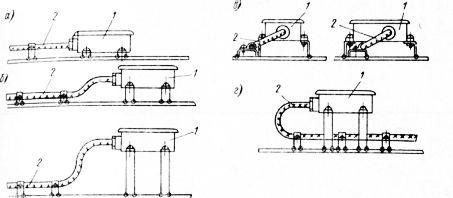
Рис. 3. Ввод кабеля в электрооборудование:
а — центр сальника электроизделия и направление кабеля на прямой линии; б — центр сальника электроизделия и направление кабеля параллельны; в — с наклонным поворотом; г — с наклонным поворотом на 180°; 1 — электроизделие; 2 — кабель.
Разделку кабеля, заключающуюся в последовательном снятии с кабеля или провода наружного покрова, оболочек и изоляции, выполняют чаще всего до их ввода в электрооборудование.
Снимают с концов кабелей стальную панцирную оплетку или экранирующую плетенку, если они имеются. Сначала делают продольный надрез оболочки, а затем отрезают поперек на таком расстоянии от конца кабеля, чтобы место отреза оказалось примерно на участке прохода кабеля сквозь корпус электрооборудования.
Оболочки режут обычными ножницами или специальными приспособлениями. Одно из таких приспособлений для продольного надреза панцирной оплетки или экранирующей плетенки показано на рис. 4. Оплетку поддевают нижним неподвижным ножом и, нажимая на рукоятку приспособления, режут подвижным ножом. Затем отодвигают плетенку от места среза на расстояние Н5 155 мм на изоляции кабеля и на этом расстоянии накладывают бандаж из трех битков медной проволоки диаметром 0,4—0,7 мм. Натягивают плетенку так, что первый бандаж оказывается под ней. Затем сверху плетенки рядом с первым (ближе к срезу оплетки) накладывают второй бандаж. Оплетка надежно заклинивается между бандажами и не перемещается вдоль кабеля. На место среза оплетки накладывают бандаж из полихлорвиниловой клейкой ленты или термостойкого пластика. Конец пластиковой ленты приклеивают перхлорвиниловым клеем или приваривают. При отсутствии этих материалов бандаж накладывают из обычной липкой ленты, которую затем покрывают изоляционным лаком. Две трети ширины этого бандажа должны лежать на панцирной оплетке и одна треть — на шланговой оболочке кабеля.
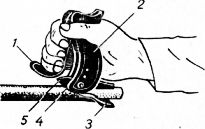
Рис. 4. Приспособление для снятия панцирной оплетки кабеля.
Бандаж предназначен для закрепления панцирной оплетки от продольных перемещений по кабелю.
После заделки оплетки снимают защитную оболочку. Если кабели не имеют оплетки, то процесс разделки начинают с этой операции. Оболочку сначала разрезают вдоль на две трети ее толщины, затем разрывают ее по линии надреза и отрезают поперек, отступя от бандажа на 10—30 мм. Это делают обычным монтерским ножом или специальными инструментами. Граница среза оплетки не должна доходить до среза изоляции (оболочки) на 2—3 мм.
По окончании разделки приступают к вводу кабелей в электроизделия. Предварительно кабели плавно изгибают, придавая им закругленную форму. При вводе пучка все кабели должны быть изогнуты одинаково. Перед входом кабеля в сальник оставляют прямолинейный участок длиной не менее двукратной высоты гайки сальника для возможности смещения ее по кабелю назад от корпуса сальника во время его уплотнения.
При вводе в сальник кабеля с панцирной или экранирующей оплеткой бандаж на месте среза оплетки должен находиться внутри гайки сальника. Защитная оболочка кабелей должна выступать внутрь корпуса электроизделия на 2—3 мм. При вводе кабелей сквозь втулки или отверстия на их оболочку с внутренней стороны корпуса электроизделия накладывают бандаж из липкой ленты или шпагата и покрывают его снаружи изоляционным лаком. Наружный диаметр бандажа делают больше внутреннего диаметра втулки или отверстия. Бандаж предотвращает вытягивание кабелей из электроизделия.
Резиновую изоляцию с жил кабелей снимают специальными клещами с острыми треугольными прорезями или монтерским ножом в зависимости от сечения кабеля. Изоляцию удаляют на расстоянии, которое определяется способом оконцевания и сечением кабеля. При оконцевании жил кольцом или блочным наконечником это расстояние равно 45 мм. Для предохранения резиновой изоляции от повреждений во время горячей иапайки на—онечников на жилах сечением до 6 мм2 ее сдвигают вдоль жилы от конца на 15—20 мм. При больших сечениях на изоляции делают продольный надрез длиной 20—30 мм и отворачивают ее на эту длину ОТ конца жилы.
Работы по контактному (электрическому) оконцеванию жил кабелей включают: отрезку жил кабелей на нужную длину, снятие с них изоляции, заделку концов жил штырями, кольцами или наконечниками, закрепляемыми пайкой, опрессовкой или сваркой.
Контактное оконцевание жил кабелей — один из самых ответственных технологических процессов судового электромонтажа, поскольку от правильности его выполнения зависит работоспособность аппаратуры, схем и судовой электроэнергетической системы в целом. К основным требованиям, предъявляемым к контактному оконцеванию, относятся обеспечение высокой механической прочности, монолитности соединения, малого переходного сопротивления, отсутствие внешних дефектов.
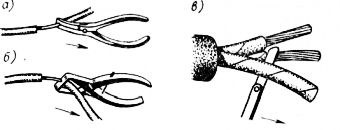
Рис. 5. Снятие резиновой изоляции с токоведущих жил кабелей:
а — универсальными клещами для разделки жил сечением до 2,5 мм2; б — клещами при сечении жил до 10 мм2; в — монтерским ножом при сечении жил более 10 мм2.
На рис. 6 изображены кабельные наконечники, наиболее широко применяемые при оконцевании жил кабелей и проводов. Наконечники типа П1 предназначены для оконцевання жил кабеля сечением 2,5 — 120 мм2 путем их припайки. Наконечники типа Т служат для оконцевання жил сечением 4 — 300 мм2 способом холодной опрессовки. Наконечники типов СУ и НП применяются для оконцевання жил сечением 1—2,5 мм2 с применением сварки. Наконечники типа БН предназначены для оконцевання жил сечением до 1,5 мм2 путем пайки; наконечники типов К и П применяются для жил сечением 1—2,5 мм2 — закрепляются холодной опрессовкой.
Все кабельные наконечники изготовляют штамповкой из латуни ки Л62 или меди марки М2. На поверхность наконечников на-а’нт11коррозионное покрытие. Наконечники, закрепляемые хо-«отной опрессовкой, имеют сплошную трубку для заделки жилы, аконечники, закрепляемые пайкой,—трубку с продольным разрезом Основные параметры наконечников некоторых типов приведены в приложениях 6, 7, 8.
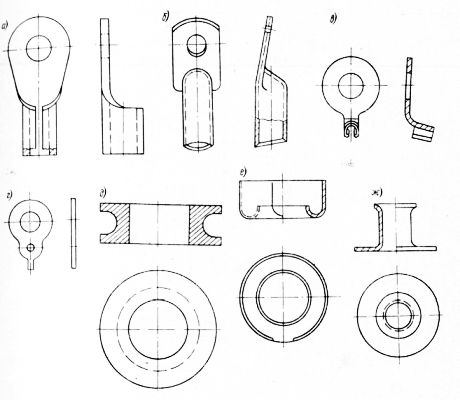
Рис. 6. Наконечники кабельные.
Виды контактного оконцевания жил кабелей зависят от типа клемм электроизделий и сечения жил. Клеммы бывают двух типов: винтовые и колодочные. Их изготовляют из латуни. Для подключения к винтовым клеммам токоведущие жилы оконцовывают кольцом или наконечниками типов К и П1. Кольцо или наконечник надевают на контактную шпильку между двумя шайбами и прижимают гайкой или винтом. Для клемм колодочного типа токоведущие Жилы оконцовывают штырем, который вводят в отверстие клеммы и при малом сечении жилы прижимают винтом, а при сечении более мм2 нажимной планкой. Для предотвращения самоотвинчивания гаек и винтов в клеммах обоих типов применяют контргайки или пружинные шайбы.
Окондевание жил кольцом производят в последовательности, показанной на рис. 8, а. Оголенную жилу скручивают вокруг оси кабеля в уом же направлении, в котором навиты проволочки жилы, и зачищают до металлического блеска. Затем ее сгибают в кольцо по оправке, имеющей вид ступенчатого штыря с различными диаметрами ступеней, соответствующими диаметрам винтовых клемм с резьбой МЗ, М4, М5 (соответственно 3,5; 4,5; 5,5 мм). Свободный конец дважды закручивают вокруг жилы, а лишний отрезают. Затем сдвигают конец резиновой изоляции от кольца и пропаивают кольцо вместе с закруткой в переносном электротигле припоем, например, ГЮС-40. После остывания припоя резиновую изоляцию снова надвигают на прежнее место.
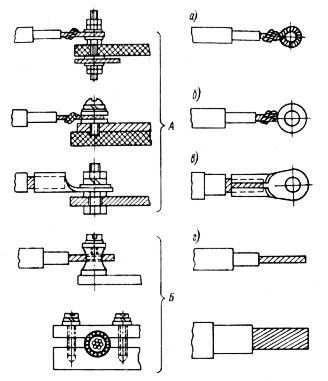
Рис. 7. Клеммы для подключения кабелей и виды контактного оконцевания кабелей.
Оконцевание штырем показано на рис. 4.26, б. Оголенный конец жилы зачищают и свивают. Чтобы в пространство между оголенной жилой кабеля и его резиновой изоляцией, а также между изоляцией и защитной оболочкой не проникала влага, на место разделки конца кабеля накладывают водонепроницаемый бандаж изоляционным материалом.
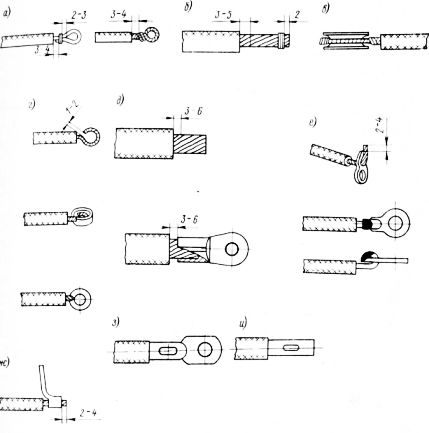
Рис. 8. Виды и способы контактного оконцевания жил кабелей и проводов различными наконечниками: а, б — лужением; в, д — пайкой; г — опрессовкой; е, ж— сваркой; з, и — опрессов-кой холодной.
Оконцевание наконечниками типа БН осуществляют по типу оконцевания кольцом, сгибая жилу вокруг наконечника с последующей пропайкой в электротигле. Однопроволочные жилы телефонных кабелей загибают колечком и привязывают бандажом из нескольких тонких проволочек к прямолинейной части жилы, после чего облуживают.
При оконцевании наконечниками типов К, П конец оголенной жилы скручивают в направлении повива на длине 15 мм, зачищают и на оправке загибают в кольцо диаметром, равным диаметру канавки наконечника. Затем в кольцо вкладывают наконечник и обжимают его с двух сторон клещами.
Оконцевание наконечниками типа П1 производят начиная с очистки и лужения жилы с последующей насадкой и напайкой наконечника. Наконечники кабелей малого и сред. Щ него сечения пропаивают, погружая их в вертикальном положении в расплавленный припой на 2—3 мм ниже его уровня. Наконечники больших сечений паяют при помощи электроклещей, которыми охватывают цилиндрическую часть вертикально расположенного наконечника. Предварительно обматывают асбестовым шнуром ниже клещей, чтобы припой не вытекал через продольный разрез. Затем прогревают наконечник клещами и вводят припой в виде тонкого прутка в промежуток между жилой кабеля и наконечником. После того как расплавленный припой заполнит все пространство внутри наконечника, пайку прекращают. Наконечник протирают сухой ветошью от остатков припоя и дают ему остыть, после чего заворачивают отвернутую резиновую изоляцию.
Оконцевание жил кабелей наконечниками типов БН и СУ осуществляется сваркой.
Оконцевание наконечниками типа Т и медными гильзами выполняют способом холодной опрессовки. Нако-1 нечник плотно насаживают на жилу и обжимают ручными клещами (при сечениях жил 2,5—50 мм2) или механизированным приспособлением (для сечений жил до 300 мм2).
После контактного оконцевання производят уплотнительное и защитное оконцевання. Уплотнительным оконцеванием кабелей называют защиту их от проникновения влаги в пространство между токопроводящей жилой и ее изоляцией, между отдельными проволоками жилы, а также между жилами многожильных кабелей. Уплотнительное оконцевание применяют главным образом у одно-, двух- и трехжильных кабелей, имеющих контактное оконцевание штырем или наконечниками, в случаях, когда кабели вводят в электрооборудование без водонепроницаемых уплотнений.
Защитным оконцеванием жил называют предохранение их изоляции от воздействия высоких температур, света и незначительных механических усилий. Защитному оконцеванию подлежат главным образом жилы, подключаемые к осветительной арматуре и электронагревательным приборам, что связано с необходимостью предохранить их изоляцию от преждевременного старения.
Для защитного и уплотнительного оконцевання допускается применять липкую полихлорвиниловую ленту, состав ИКФ, линоксиновые трубки и другие материалы. Поверхность оконцевання не должна иметь царапин, задиров и отслаиваний. Для состава ИКФ допускается наличие следов талька.
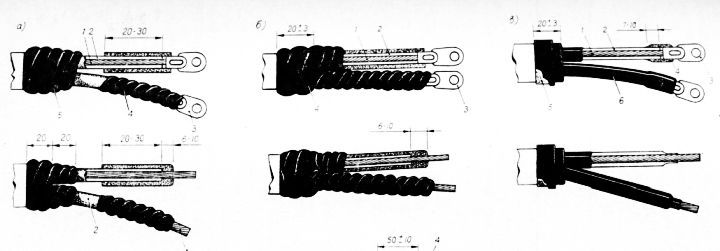
Рис. 9. Уплотнительное и защитное оконцевания кабелей:
а — уплотнительное полихлорвиниловой лентой; б — защитное и уплотнительное полихлорвиниловой лентой; в — защитное и уплотнительное составом ИКФ; г — уплотнительное составом ИКФ; д— окон-цевание защитными трубками.
1 — жила токопроводящая; 2 — изоляции жилы; 3 — наконечник; 4— лента изоляционная; 5 — бандаж из изоляционной ленты; б — покрытие ИКФ; 7 —трубка линоксино-вая или стеклолакочулок.
Полихлорвиниловая липкая лента должна быть наложена в два слоя, начиная от изоляции жилы к наконечнику и обратно, с перекрытием одного витка другим наполовину его ширины.
Состав ИКФ, изготовленный на основе найритовой смеси, руб-ракса и растворителей, наносят кистью на резиновую изоляцию, протертую смоченной в бензине ветошью, на часть защитной оболочки кабеля и на край наконечника. Затем покрытие припудривают тальком. Состав ИКФ создает прочную темную пленку, обладающую хорошими диэлектрическими свойствами и не разрушающуюся под действием света, воды, масла и бензина. Однако внешний вид данного покрытия не отвечает требованиям промышленной эстетики.
Для предохранения резиновой изоляции от старения вследствие нагрева концы кабелей, введенные в светильники и другие изделия с высокой внутренней температурой, покрывают защитным бандажом из асбестового шнура или линоксиновыми трубками. Трубки надевают на резиновую изоляцию до оконцевання жил и закрепляют на концах бандажами из суровых ниток. В этом случае применяют также керамиковые бусы.
Весьма трудоемка работа по заделке кабеля в штепсельные разъемы (ШР). Она включает следующие основные операции:
— разборку штепсельного разъема;
— разделку кабеля (как правило, многожильного) или пучка проводов, которые должны быть введены в ШР;
— заземление наружной металлической оплетки кабеля (защитной или экранирующей);
— заземление экранирующих оплеток жил кабелей;
— маркировку жил кабелей;
— подготовку к пайке жил кабелей и хвостовиков контактов ШР;
— пайку жил кабелей к хвостовикам ШР;
— сборку и уплотнение ШР.
Порядок разборки ШР зависит от его конструктивных особенностей. В большинстве случаев разборку начинают с вывертывания двух винтов и продолжают путем отвертывания вручную нескольких гаек и разделения ШР на детали. Затем с каждой детали удаляют консервирующую смазку.
Разделку кабеля начинают с отрезания наружной металлической оплетки. Затем снимают шланговую оболочку на длину в зависимости от размера ШР с учетом слабины на укладку жил кабеля. Шланговая оболочка должна при этом заходить внутрь ШР на 3—5 мм. Далее расплетают на соответствующую длину экранирующие оплетки жил кабелей и снимают изоляцию жил. На подготовленный таким образом конец кабеля надевают часть деталей ШР.
Заземление наружных оплеток кабелей осуществляют напайкой их на втулку или шайбу в зависимости от конструкции ШР или токопроводящим покрытием под последней крепящей кабель скобой.
Маркировку жил кабелей выполняют из полихлорвиниловых убок длиной, достаточной для перекрытия хвостовиком контактов ШР и изоляции жил на 2—3 мм.
Маркировать жилы надо, как правило, в соответствии с номерами контактов штепсельного разъема. Перед пайкой жил к хвостовикам ШР производят зачистку и тужение жил и хвостовиков и заполняют последние на 2/3 длины припоем (эту работу лучше выполнять в цехе). Припайку жил к хвостовикам ведут без перекрещивания жил. Пайку начинают с нижнего ряда хвостовиков ШР, применяя торцевой паяльник мощностью примерно 40 Вт и напряжением 36 В. Припоем служит ПОС-61 в виде трубок, заполненных флюсом. Рекомендуется при этом использовать паяльник со стабилизацией температуры его нагревания. Перепайка жил допускается не более одного-двух раз. Излишки флюса удаляют спиртом. Место пайки закрывают маркировочными трубами. Сборку ШР производят в порядке, обратном разборке. Резьбовые части покрывают антикоррозионной смазкой, место ввода кабеля в ШР уплотняют.
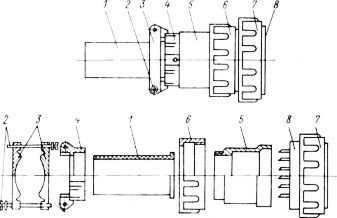
Рис. 10. Разъем штепсельный.
1 — втулка резиновая; 2 — винт; 3 — прижимы; 4, 6, 7 —гайки; 5 — патрубок; 8 — корпус.
На время выполнения электромонтажных работ и испытания судна ШР закрывают чехлами.
Подготовка жил к пайке состоит в их лужении в электротигле.
Предварительно каждую проволочку жилы зачищают. Нелуженым оставляют только место у среза изоляции размером 0,5—• мм (при резиновой изоляции) и 3—4 мм (при пластмассовой изоляции). Лужению подлежат также хвостовики золоченых и никелированных контактов ШР. Облуженные поверхности протирают спиртом.
Паять жилы начинают с нижнего ряда контактов ШР. Работают осторожно, чтобы исключить возможность перегрева и оплавления изоляции. Продолжительность припайки жилы к контакту составляет от 3 до 6 с. Количество припоя берут минимальным, но достаточным для полного заполнения отверстий хвостовика. Обычно применяют трубчатый припой, заполненный флюсом. Флюсу не дают растечься за пределы места пайки. Остатки флюса удаляют спиртом. Паяное соединение должно быть гладким, без пор, острых выступов и наплывов. Жилы диаметром до 1 мм можно подвергать лишь одной повторной пайке, а жилы диаметром до 2,5 мм допускается перепаивать не более двух раз.
Перед подключением кабелей к клеммам жилы прозванивают и маркируют для обнаружения начала и конца каждой жилы и правильного включения электрооборудования согласно схемам внешних соединений. Наиболее распространенный способ прозвонки— применение пробника. Одну клемму пробника присоединяют к корпусу судна, а вторую — к началу одной из жил прозваниваемого кабеля. На другом конце кабеля поочередно прикасаются жилами к корпусу судна. При совпадении начала и конца жилы загорается лампа (или отклоняется стрелка прибора). Начало и конец этой жилы временно обозначают одинаковыми опознавательными марками, например, привязывают кусочки картона с цифрами. Аналогично прозванивают остальные жилы этого кабеля и всех кабелей, подходящих к включаемому электрооборудованию. Если концы кабелей находятся в разных помещениях, связь между людьми, которые прозванивают жилу, поддерживается при помощи телефона или других видов связи. В настоящее время осваивают приборы, позволяющие выполнять прозвонку жил кабелей одному человеку, что значительно уменьшит трудоемкость таких работ.
Цель маркировки жил — исключить ошибки при их включении на соответствующие клеммы электрооборудования при монтаже и во время эксплуатации. Жилы многожильных кабелей маркируют в соответствии с маркировкой клемм электрооборудования или по монтажной схеме включения. Жилы сечением до 2,5 мм2 маркируют полихлорвиниловыми трубками длиной 10—12 мм. Трубку надевают на жилу кабеля до процесса оконцевания и сдвигают в сторону, чтобы не мешать оконцеванию. Номер на трубке нужно читать от оконцевания. После оконцевания трубку сдвигают к наконечнику или срезу изоляции при разделке кабеля под блочный наконечник. Маркировку жил кабелей сечением от 4 мм2 и выше производят прямоугольными бирками из фибры или пластмассы, которые привязывают за оба конца прочными нитками к жиле кабеля около места оконцевания. Запасные жилы не маркируют.
Укладку и крепление кабелей и проводов, которые вводят в электрораспределительные устройства, следует производить с учетом возможности доступа к электрическим аппаратам и элементам для их осмотра, проверки и замены. Укладка проводов с загрязненной и поврежденной изоляцией не допускается.
Провода нужно укладывать в местах, исключающих возможность механического повреждения, соприкосновения с электрическими контактами, а также воздействия высокой температуры. Провода, уложенные на мостах, следует крепить полихлорвиниловыми поясками и застежками.
Если диаметр пучка превышает 35 мм, пучок нужно разделить на два пучка или более.
Провода, введенные в штепсельные разъемы, должны быть скручены в направлении повива жил (угол повива 15°) и защищены чулком из полихлорвиниловой трубки или дермантина. Жгут должен иметь запас, обеспечивающий возможность работы на скручивание при выдвижении изделия и включении и отключении разъема. Прямые и обратные провода при постоянном токе, а также фазные провода при переменном токе должны быть проложены рядом один с другим и скручены в направлении повива жил.
Заключительными операциями являются укладка концов кабелей внутри электрооборудования и подключение их к клеммам. Кабели средних и больших сечений выравнивают и укладывают плавными изгибами. Наконечники, надеваемые на контактные соединения, должны быть расположены параллельно один другому. Концы кабелей малых сечений аккуратно выкладывают по свободному пространству внутри электрооборудования так, чтобы они не закрывали доступ к клеммам. Жилы одно-, двух- и трехжильных кабелей сечением до 4 мм2 укладывают, размещая запас для переоконцеваний кольцом или полукольцом. Жилы сечением более 4 мм2 укладывают без запаса для переоконцеваний. После подключения к клеммам кабели группируют в пучки и аккуратно обвязывают шпагатом или полиамидными поясками. Запасные жилы увязывают в отдельные пучки, предварительно изолировав их наконечники лакотканью или полихлорвиниловой лентой. Контактные гайки, винты и болты надежно обжимают. Чтобы исключить самоотвинчивание, на контактные шпильки навинчивают контргайки, а под головки винтов и болтов подкладывают пружинные шайбы.