При замене листов наружной обшивки корпуса, настила двойного дна, переборок, палуб, платформ часто приходится изготовлять контурные шаблоны. Шаблоны снимают, как правило, после окончательной обработки контура выреза путем раздельной пригонки отдельных элементов шаблона к кромкам выреза и соединения их между собой гвоздями, поперечными рейками и раскосами. Шаблоны изготовляют из сосновых реек толщиной 8—10 мм и шириной 70—80 мм. На них намечают линии набора, надписывают номера шпангоутов, ориентиры, указывают толщину и марку стали, наименование объекта.
В зависимости от характера кривизны листа применяют шаблоны поперечной погиби (при листах с цилиндрической или конической погибью), поперечной и продольной погиби (при листах с двоякой погибью), каркасы (при листах особо сложной формы).
При ремонте набора нужны гибочные шаблоны для шпангоутов, бимсов, контурные шаблоны для вырезки элементов набора из листа (шаблоны флоров, рамных бимсов и шпангоутов, стрингеров, книц). Основной работой при изготовлении таких шаблонов является съемка обводов корпуса —либо непосредственно с неповрежденного набора, либо со стороны наружной обшивки с помощью контршаблона. Если набор деформирован, обводы снимают с противоположного борта; если и это невозможно, применяют один из способов, описанных ниже.
Изготовление гибочных шаблонов длиной свыше 5 м часто затруднительно. Съемке шаблонов изнутри судна мешают стрингеры, платформы, твиндечные палубы. Иногда приходится делать шаблоны из нескольких отдельных частей по Длине. В этом случае, чтобы сохранить точность обводов, рекомендуется протянуть в плоскости шпангоута на некотором расстоянии от него нитку и замерить расстояния от нее до конечных точек отдельных частей шаблона (по перпендикуляру к нитке).
Вместо изготовления шаблона по месту иногда лучше замерить полушироты шпангоутов в нескольких горизонтальных либо близких к горизонтальным плоскостях. Этот способ удобен, например, при съемке обводов в форпиках судов ледового класса, где часто расставленные стрингеры, проницаемые и непроницаемые платформы и брештуки препятствуют снятию шаблонов, но создают благоприятные условия для замера полуширот. Замерив, кроме того, подъем палубы и расстояния по высоте между связями, на которых замерялись полушироты, получают все необходимые данные для разбивки района на плазе.
Такой способ, однако, неприменим при ремонте районов судна, закрытых изнутри изоляцией. В этом случае съемку обводов производят снаружи с помощью контршаблонов. При большой длине шпангоутов изготовление контршаблонов нерационально, так как их использование не гарантирует необходимой точности. Целесообразно эту работу выполнять при помощи специального приспособления. Оно состоит из сосновой доски шириной 150 и толщиной 20 мм, к которой прибиты направляющие бруски сечением 15×15 мм так, чтобы между ними туго проходила рейка. Один из концов рейки заострен и обит жестяной либо латунной полосой. Сверху к брускам прикреплена прозрачная пластмассовая пластинка, по которой отмечают риски.
Все указанные способы пригодны, если один из бортов судна не поврежден. Ими можно пользоваться и при наличии в ковше завода судна той же серии, что и ремонтируемое. В остальных случаях прибегают к следующим способам.
1. Построение обводов на плазе по данным завода-строителя с корректировкой по месту, если есть откорректированная таблица плазовых ординат либо чертеж плазового корпуса, исполненный в масштабах 1:10, 1 : 20, 1 : 25. Теоретический чертеж судна, исполненный для 20 теоретических шпангоутов, для построения обводов судна при ремонте не годится.
2. Выведение обводов судна непосредственно по месту. К этому трудоемкому способу прибегают при восстановлении оконечностей судна, скулы вне цилиндрической вставки и т. п. Сущность его заключается в следующем. После удаления поврежденной обшивки и деформированных участков набора к остающимся частям набора крепят доски и к ним прибивают шаблонные рейки. Рейки должны немного выступать за линию наружной обшивки, располагаться примерно по нормали к ней и так, чтобы каждый ряд можно было обогнуть правилом, расположенным вдоль судна. Затем с помощью правйла, прилегающего к оставшейся недеформированной обшивке в плоскости шпангоута, прочерчивают плавную линию. Полученные риски подправляют по правилу, обеспечивая плавность в продольном направлении. После нахождения точек, согласованных и в продольном и в поперечном сечениях, к рейкам прибивают фанерные полоски, на которых с помощью правйла прочерчивают плавную кривую, представляющую собой линию наружной обшивки на данном шпангоуте.
Плазовые работы состоят при секционно-блочном ремонте из нескольких этапов: при разработке технической и технологической документации; при проектированни и изготовлении оснастки; при изготовлении секций; при монтаже секций на судне (сюда же относятся проверочные работы).
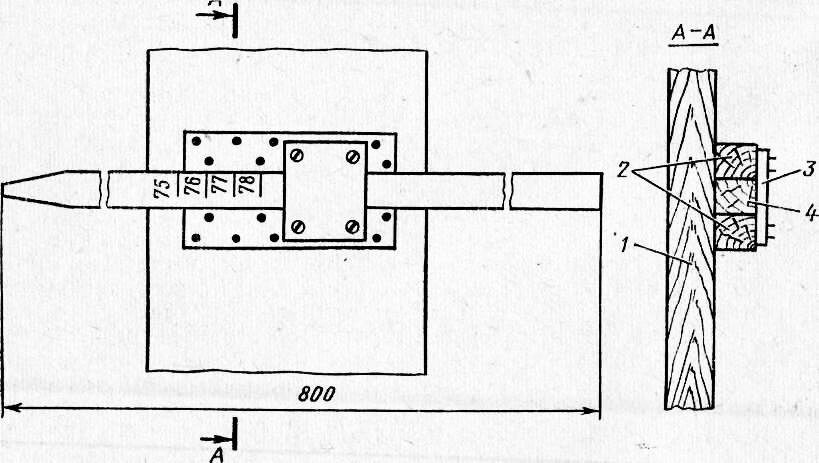
Рис. 1. Приспособление для съемки обводов корпуса:
1 — доска; 2 — направляющие бруски; 3 — пластинка; 4 — рейка
Техническая документация на секционный ремонт судов должна содержать сведения, достаточные для изготовления секций. На чертежах секций должны быть все размеры, касающиеся взаимного расположения элементов набора, переборок и т. п. Привязка набора и других частей судового корпуса производится к основной и диаметральной плоскостям, к плоскостям шпангоутов или, если удобнее, к базовым плоскостям, положение которых ориентировано относительно перечисленных.
Плазовые работы при разработке и изготовлении оснастки начинаются сразу после разбивки на плазме плазового корпуса. При съемке и разбивке плазового корпуса восстанавливаемого района следует тщательно выполнить те сечения, по которым будет производиться стыкование. Для этого, кроме стыковых сечений, необходимо снять еще по меньшей мере по одному сечению по обе стороны от стыков в непосредственной близости от последних. При подготовке данных для
разбивки плазовщик должен стремиться снять обводы возможно большего количества поперечных переборок, платформ, палуб. Важно правильно определить расстояния от основной плоскости до линии палубы у борта и в диаметральной плоскости, так как все последующие замеры по расположению набора по бортам и переборкам производятся от этих линий.
После разбивки плазового корпуса и приемки его комиссией рабочие, занятые на плазовых работах, под руководством ведущего технолога производят построения, необходимые конструкторской группе отдела главного технолога для разработки чертежей оснастки. По получении этих чертежей они приступают к изготовлению шаблонов оснастки.
Плазовые работы при изготовлении секций заключаются в разработке эскизов и шаблонов набора, листов наружной обшнвки, разработке реек для установки набора и т. п. Особое внимание следует уделить подготовительным работам к монтажу секций на судне, нанесению контрольных линий, следов базовых плоскостей. К началу монтажа с плаза на остающиеся части конструкции в районе стыка должны быть перенесены эти же линии.
Во время монтажа выполняют проверочные работы теми же методами, которыми пользуются при постройке корпуса нового судна.