Отделку поверхности судовых столярных изделий производят с целью создания защитного и декоративного покрытия, которое предохраняет древесину от воздействия воздуха, влаги и света, от загрязнений и механических повреждений и улучшает ее внешний вид.
Процесс отделки состоит из операций нанесения отделочных материалов, сушки их и облагораживания покрытий путем обработки шлифующими материалами или специальными разравнивающими и полирующими жидкостями.
Существуют следующие виды отделки судовой мебели и другого оборудования: отделка прозрачная, с сохранением текстуры древесины, и отделка укрывистая, или непрозрачная, с закрытием текстуры древесины.
Прозрачную отделку применяют при изготовлении судовой мебели из древесины твердолиственных пород или фанерованных изделий. Отделку выполняют лакированием масляным лаком 4С с располировкой. Внутренние поверхности судовой мебели покрывают спиртовым лаком.
Непрозрачную отделку применяют при изготовлении из хвойных пород отделочных профилей, карнизов, плинтусов и раскладок, а также мебели для медицинских помещений и мастерских.
Покрытие олифой производят при изготовлении решеток, планширей, киянок и других судовых изделий.
Процесс лакирования масляным лаком выполняют в такой последовательности:
а) подготовляют поверхность путем трехразового шлифования на ленточношлифовальных станках шкурками соответствующей зернистости;
б) грунтование и порозаполнение выполняют для заполнения пор и получения на поверхности твердой пленки; при отделке крупнопористых пород (дуб, ясень, орех и пр.) используют поро-заполнитель на основе тяжелого шпата и КФ-1, при отделке мелкопористых пород — меловую грунтовку. Грунтовочные составы наносят на поверхность вручную кистью и затем протирают, чтобы снять излишки грунта. Порозаполнитель втирают в поры при отделке в узлах и деталях механически, на плоскополировальных станках, при отделке в собранном виде — вручную (тампоном и ветошью) круговыми движениями. После порозаполнения необходима выдержка в течение 12—24 часов, затем поверхности шлифуют шкурками № 10-8. В качестве порозаполнителя под отделку масляным лаком 4С широко применяют также быстросохнущие мастики;
в) покрытие масляным лаком производят путем пневматического распыления в пульверизационной камере в три приема. После каждого покрытия деталь выдерживают в течение 24 часов для высыхания лака, а затем шлифуют на ленточно-шлифовальном станке шкурками № 8-3. Для ускорения срока сушки лаковых покрытий используют сушилки конвекционного типа. После второго покрытия производят мокрое шлифование водоупорной шкуркой. Шлифованием удаляют такие неровности поверхности, как волнистость, шагрень, осевшую пыль, лопнувшие воздушные пузырьки;
г) после шлифования поверхность покрытия получается ровной, но матовой, с мелкими рисками, оставленными абразивными зернами. Для удаления рисок, мелких неровностей и восстановления блеска последний слой лакового покрытия после влажного шлифования подвергают облагораживанию на плоскополировальном станке ППА-3 (рис. 105) полировочной пастой № 290. Обработку поверхности пастой производят до равномерного зеркального блеска. После полирования пастой поверхность обрабатывают полировочной водой № 18 с целью удаления масла.
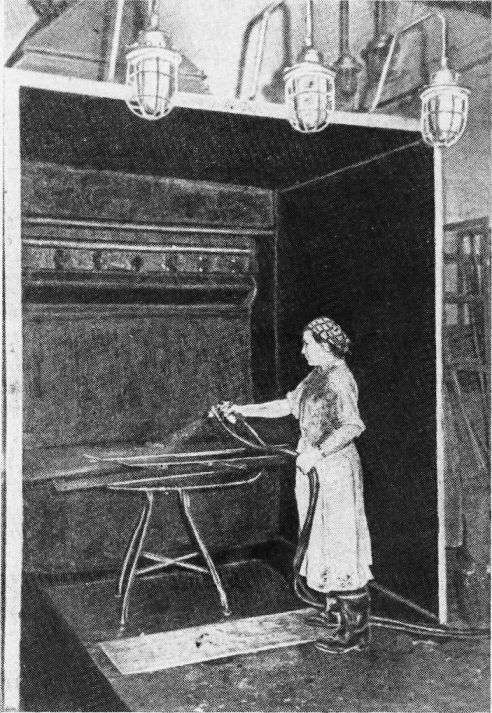
Рис. 1. Пульверизационная камера.
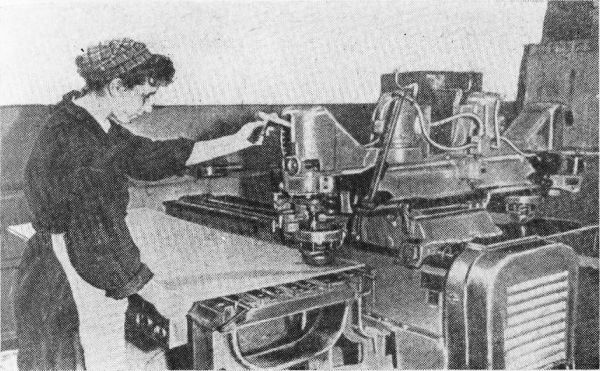
Рис. 2. Плоскополировальный станок ППА-3.
В настоящее время для прозрачной отделки судовой мебели открываются перспективы для внедрения полиэфирных лаков ПЭ-220 и ПЭ-214, преимуществом которых является большой сухой остаток — до 70 %.