Окраска наружной поверхности подводной части корпуса.
Подводная часть корпуса судна наиболее уязвима в коррозионном отношении, так как выявление и устранение коррозионных разрушений на этой части корпуса возможно только при постановке судна в док.
При эксплуатации подводная часть корпуса судна подвергается постоянному действию морской или речной воды, что способствует интенсивному разрушению наружной обшивки. Кроме того, в речной воде на обшивке поселяются пресноводные водоросли и ракушки, в море происходит интенсивное обрастание корпуса различными водорослями и морскими животными. Прикрепляясь к обшивке корпуса, они образуют твердый неровный панцырь значительной толщины. Обрастание подводной части увеличивает вес судна, делает его шероховатым, значительно снижает его скорость, повышает расход топлива и ускоряет износ механизмов.
Наиболее интенсивное обрастание наблюдается в тропических морях и океанах, на Дальнем Востоке, Средиземном и Черном морях. Оно значительно меньше в Балтийском и северных морях. Обрастание в пресноводных морях (Горьковском, Куйбышевском, Волгоградском, Каховском и др.) менее интенсивно, но по мере развития в них водорослей и пресноводных ракушек (дрейсены) оно будет причинять все большие неприятности речному судоходству. Поэтому подводную часть корпусов судов, помимо защиты от коррозии, нужно предохранить и от обрастания.
Защиту подводной части корпуса от коррозии можно осуществить различными способами: окрасить специальными красками, оклеить стеклопластиком или нанести расплавленную пластмассу. Наиболее распространенным, легко осуществляемым на любом судостроительном и судоремонтном заводе способом защиты является окраска. Для этой цели необходимо применять краски с очень высокой водостойкостью, которые не изменяют своих свойств даже при длительном пребывании в воде. К числу таких красок относятся свинцовосуриковый и смешанный грунты, каменноугольный лак, этинолевые, эпоксид-ноэтинолевые, виниловые и другие краски.
Очищенные поверхности немедленно защищают грунтом, первый слой которого должен быть нанесен только в сухую погоду обычной щетинной кистью; грунт тщательно втирают во все неровности корпуса судна. Для окраски стальных судов применяют грунты, содержащие свинцовый сурик типа ФЛ-ОЗК; грунты на основе этинолевого и каменноугольного лаков; этинолевоэпоксидные и др. Суда из алюминия или его сплавов защищают грунтами BJT-02, ВЛ-08, ВЛ-023, АГ-10С, ФЛ-ОЗЖ, КФ-030, ГФ-031, ГФ-032, содержащими хромовокислые соединения. Корпуса судов из двухслойных или специальных сталей покрывают грунтами ВЛ-02, ВЛ-08, АГ-10С. Для защиты деревянных судов можно применять грунты: содержащие свинцовые соединения; грунты ХС-010, ГФ-020; эпоксидно-каменноугольные и эпоксидноэтинолевые. Иногда окраску деревянных судов можно производить без грунтовки; в этом случае первый слой краски является грунтом. При такой схеме наносят дополнительный слой антикоррозионной краски.
Уменьшение числа слоев недопустимо по следующим причинам. Пленка любой краски имеет поры, по которым влага получает доступ к окрашенной поверхности. При двухслойном покрытии наблюдается примерно до 50% совпадения пор, при трехслойном — это количество снижается до 1—2%, при четы-рехслойном — оно отсутствует. Кроме того, исследования показали, что при окраске судов минимальная толщина всех слоев краски не должна быть меньше 120 мк (в подводной части 200 мк). Средняя толщина красок, применяемых в судостроении составляет 25 мк, поэтому подводную часть корпуса надо грунтовать и красить не менее чем четырьмя слоями краски.
Суда из пластмассы в защите от коррозии не нуждаются. Поэтому их грунтуют и окрашивают только необрастающей краской. Суда, оклеенные стеклопластиком из обычной стеклоткани (недостаточно водостойкой) грунтуют и окрашивают двумя слоями антикоррозионной, а затем необрастающей красками. При оклейке стеклопластиком из гидрофобной ткани антикоррозионная краска не наносится. Если необрастающая краска имеет хорошую адгезию к пластмассе или стеклопластику, то окраску производят без грунтования.
Очень тщательно следует окрашивать участки корпуса в районах кильблоков. Эти участки необходимо окрашивать заранее, чтобы краска хорошо просохла. Участки, на которые будут установлены кильблоки при последующем доковании, окрашивают двумя—тремя дополнительными слоями антикоррозионной краски и одним дополнительным слоем необрастающей краски. После того, как эти участки подсохнут, их закрывают калькой или плотной бумагой, сложенной вдвое и листом картона, которые защищают окрашенную поверхность от случайных повреждений при постановке кильблоков. Переставляя кильблоки, получают доступ к ранее закрытым местам корпуса и окрашивают их по описанной выше схеме.
Если использовать этинолевые схемы окраски и необра-стающие краски ХВ-53 или ХС-79 (коричневую, голубую), то места под кильблоками можно окрашивать за 30—45 суток до спуска судна на воду. При других схемах окраску можно производить за 45—60 суток до спуска судна при условии, что окрашенная поверхность будет защищена от действия прямых солнечных лучей. Длительное выдерживание необрастающих красок на воздухе, а также нанесение их по слою недостаточно хорошо просохшей краски вызывает появление трещин. Такие поверхности необходимо перекрасить; при отсутствии шелушения ранее нанесенную краску не удаляют; шелушащуюся краску очищают и производят перекраску.
Необрастающие краски термопластичного типа под действием солнечных лучей размягчаются и стекают. Поэтому суда, окрашенные термопластичными красками, необходимо спускать на воду сразу же по окончании окраски.
Валы, мортиры гребных винтов, кронштейны и рули окрашивают так же, как подводную часть корпуса.
Окраску крыльевых устройств производят только на судах, находящихся непрерывно в воде не менее 30 суток, по схеме: краска ЭП-72 (ЭСКП) — три—четыре слоя, краска ХС-79 (голубая или коричневая) или ХВ-53 — два слоя.
Крыльевые устройства на судах с более частым подъемом из воды окрашивают только тремя—четырьмя слоями антикоррозионной краски ЭП-72 в связи с тем, что после одного—двух подъемов необрастающую краску приходится полностью возобновлять (будучи вынута из воды, при высыхании, она начинает разрушаться).
На рис. 1 показана окраска кормы, района руля и мортиры кистью, укрепленной на длинной рукоятке. Такой способ окраски категорически запрещается; им можно пользоваться только для закрашивания отдельных дефектов корпуса.
Особенное внимание качеству окраски подводной части корпуса необходимо уделять при доковании или ремонте судов. В этом случае небрежность в работе особенно вредна. Прежде всего необходимо убедиться в отсутствии на корпусе остатков соли, при наличии которых даже загрунтованная поверхность покрывается мелкими каплями воды. Соль может появиться при случайном попадании воды на корпус или промывании его только морской водой. Остатки соли могут быть незначительными и незаметными при беглом осмотре. При наличии на корпусе солей его необходимо промыть пресной водой, протереть насухо, после чего можно начинать окраску.

Рис. 1. Окраска кормы и руля с помощью кисти на длинной рукоятке
Если при ремонте производилась смена листов, то их следует полностью очистить от ржавчины и окалины и только
после этого приступить к окраске. Судно, стоящее в доке, должно быть очищено от обрастаний, всяких загрязнений и плохо держащейся краски. Все участки с коррозионными разрушениями в виде язв должны быть при необходимости заварены или заделаны специальными эпоксидными и другими шпаклевками. Корпус должен быть обезжирен и высушен. Только после этого можно приступать к его окраске по схемам, предусмотренным действующей документацией.
Краску наносят обычными или валиковыми кистями киля к надводной части, так как высыхание в районе киля замедляется вследствие плохого воздухообмена.
При окраске необрастающими красками необходимо помнить о том, что в их состав входят ядовитые соединения ртути, меди, мышьяка, цинка, легко вступающие во взаимодействие с металлом. Поэтому необрастающие краски нельзя наносить непосредственно на металл или на слой какого-либо грунта (свинцовосурикового, смешанного, BJI-02, ГФ-020, ХС-010, КФ-030 и т. д.). Это не только способствует сильному разрушению поверхности, но также является причиной резкого ухудшения защитных качеств краски. При эксплуатации такая краска окажется неэффективной и не сможет защитить судно от обрастания.
В морской воде пленкообразующая основа необрастающей краски подвергается омылению, в результате которого освобождаются пигменты и токсичные компоненты. Поэтому пленки необрастающей краски, даже после непродолжительного пребывания в воде, пачкают и размываются. Это свойство не может служить основанием для низкой оценки качества красок, так же как наблюдающееся разрушение (шелушение, отслаивание) краски при постановке судна в док или подъеме из воды (даже после 20—30 суток пребывания в воде).
Рис. 2. Окраска корпуса необрастающей краской при помощи валиковой кисти или краскораспылителями от
На корпусах судов из стали или алюминиевых сплавов, а также судов на подводных крыльях, устанавливают протекторы или аноды для защиты от коррозии подводной части корпуса, особенно в районе кормового подзора, где расположены винты. Район установки протекторов и анодов в радиусе двух метров от их края должен быть полностью очищен от всех загрязнений и старой краски. Принимая во внимание, что при эксплуатации вблизи протектора и анода, всегда образуется щелочь, окраску корпуса вокруг них нужно производить только щелочеустойчивыми и водостойкими красками. При этом корпус в районе расположения анодов и протекторов окрашивают двумя—тремя дополнительными слоями краски. Всего в этом районе корпуса наносят шесть слоев антикоррозионной краски (типа этинолевой или этинолевоэпоксидной). Совершенно недопустимо окрашивать эти участки масляными грунтами. Если корпус в районе установки протектора будет случайно окрашен грунтами такого типа (грунты свинцовосуриковый, смешанный, КФ-030 и т. п.), то необходимо полностью удалить краску и перекрасить этот участок корпуса. Несоблюдение этого требования приведет к быстрому разрушению краски, сильному износу протекторов и вызовет коррозию. Перекраска без удаления масляных красок (или при неполном их удалении) не дает положительных результатов.
При окраске подводной части корпуса на протекторы попадает краска. Если ее не удалить, то эффективность действия протекторов значительно уменьшится. Иногда для защиты от загрязнений протекторы покрывают слоем технического вазелина или какой-либо консистентной смазки, которую удаляют перед спуском судна на воду. Однако очистка протекторов весьма трудоемкая операция, при этом применяемый для удаления смазки растворитель, попадая на окрашенную поверхность, портит ее. Поэтому для защиты от попадания краски протекторы следует окрашивать краской КП следующего состава:
Краску готовят следующим образом: сначала в воде, нагретой до температуры 80° С, при непрерывном перемешивании растворяют декстрин. К остывшему до температуры 30—40° С клею добавляют глицерин, тщательно перемешивают до получения однородной массы, после чего всыпают мел и белила, снова перемешивают и перетирают на краскотерке.
Краску хранят в закрывающейся таре. На протектор наносят кистью один слой краски, пленка которой не высыхает и легко удаляется водой перед спуском судна на воду или после окончания окраски подводной части корпуса.
Особенность окраски подводной части корпуса судов из алюминиевых сплавов заключается в обязательном применении грунтов специального типа (фосфатирующих или пассивирующих). Для окраски таких корпусов нельзя применять грунты, содержащие свинцовые или ртутные соединения (киноварь и т. п.) или наносить необрастающие краски только на загрунтованную, но неокрашенную поверхность корпуса судна.
Клепаные корпуса судов из легких сплавов должны быть оксидированы, окрашены грунтами КФ-030, ГФ-032, АГ-10С, ФЛ-ОЗЖ и подвергнуты горячей сушке. Окончательную окраску производят по следующей схеме: один слой грунта ВЛ-02 (или ВЛ-08, или ФЛ-ОЗЖ, или АГ-10С): три —четыре слоя антикоррозионной краски; один — два слоя необрастающей краски.
Суда сварной конструкции покрывают грунтами ВЛ-02, ВЛ-08, АГ-10С, а затем грунтом ФЛ-ОЗЖ, после чего окрашивают по указанной выше схеме.
Вне зависимости от типа судна в районе швов наносят два дополнительных слоя антикоррозионной краски. Для защиты обычных судов в качестве антикоррозионных могут применять этинолевые краски, для судов с частым подъемом из воды применяют краски винилового типа, эпоксидноэтино-левые и эпоксиднокаменноугольные. Для окраски подводных крыльев целесообразно применять только краски двух последних типов.
Подводную часть корпуса деревянных судов перед окраской тщательно очищают от загрязнения, прошкуривают и высушивают до воздушно-сухого состояния (не более 20% влажности). Схему окраски выбирают в зависимости от типа судна и условий его эксплуатации. Хорошие результаты дает окраска этино-левоэпоксидными (ЭП-71) и эпоксиднокаменноугольными красками (ЭП-72).
Баржи и вспомогательные суда после очистки от загрязнений и заделки щелей и неровностей окрашивают тремя слоями каменноугольного лака, лучше повышенной вязкости. Во второй слой лака добавляют 5% алюминиевой пудры, позволяющей контролировать качество окраски.
Подводную часть катеров и быстроходных судов окрашивают в черный цвет краской эпоксиднокаменноугольного типа, которую наносят тремя — четырьмя слоями. Для этой цели можно применять краски винилового типа ХС-78 и аналогичные ей, лак 10Б, этинолевые, краску ЭП-71.
При окраске судов, эксплуатируемых в реках, наносят три — четыре слоя антикоррозионной краски. Валы, кронштейны и рули таких судов окрашивают по усиленной схеме так же, как на стальных судах.
Деревянные суда, эксплуатируемые в море, защищают от действия древоточцев путем пропитки древесины растворами медных солей. Особенно неблагоприятное влияние они оказывают на пленку лака 10Б. Поэтому при окраске судов таким лаком необходимо очень тщательно очистить окрашиваемую поверхность от всех загрязнений. Несоблюдение этого требования приводит к быстрому разрушению пленки лака. Кроме того, лак 10Б можно наносить на древесину, влажность которой не превышает 18%. Лак, нанесенный на более влажную древесину, покрывается трещинами и отслаивается. Лак наносят широкими щетинными кистями четырьмя слоями по отлипу.
Менее чувствительна к влажности древесины краска винилового типа ХС-78. Ее можно наносить на древесину с влажностью до 30%.
Эпоксидноэтинолевая и эпоксиднокаменноугольные краски менее чувствительны к наличию на окрашиваемой поверхности налета медных солей и типу антисептика, остатков мелового карандаша и тому подобных загрязнений, поэтому они применяются для окраски судов, обработанных медным купоросом и раствором БХМ-12.
Краски винилового типа, а также эпоксидноэтинолевые и эпоксиднокаменноугольные наносят на подводную часть деревянного корпуса четырьмя слоями. Первый слой должен быть нанесен только кистью, второй и последующие можно наносить краскораспылителем.
Деревянные шлюпки окрашивают масляными, виниловыми или хлорвиниловыми красками ХВ-16, ХВ-113, ХВ-133 нужного цвета.
Необрастающие краски чувствительны к изменениям условий их эксплуатации. Как правило, даже при кратковременных подъемах судна из воды, краска покрывается трещинами и осыпается. При подъемах, независимо от времени, которое судно находилось в воде, необрастающую краску приходится наносить заново. Поэтому суда, которые перед сдачей в эксплуатацию вводят в док или поднимают для осмотра, следует окрашивать необрастающей краской непосредственно перед спуском на воду.
Поясок переменной ватерлинии, различные знаки, цифры и т. п. окрашивают на темном фоне — красками белого цвета (титановые или смешанные титановосвинцовые белила), на светлом фоне — краской МС-17 или масляной краской черного цвета.
Нанесение ватерлинии и марок погружения. Ватерлинию и марки погружений наносят на корпус на стапеле или в доке, а при длительной достройке судна — на плаву.
Вначале марки покрывают грунтами: свинцовосуриковым, протекторным, ВЛ-02, ВЛ-08. Затем производят окраску, используя для этого краски ХС-510, ХС-527, свинцовые или титановые белила, ЭП-71, ПФ-167. Подкраску марок производят этими же красками.
Окраска надводной части, надстроек и дымовой трубы.
Схему окраски надводной части и надстроек выбирают в зависимости от условий эксплуатации и назначения судна.
На речных судах загрунтованные поверхности можно окрашивать двумя—тремя слоями эмульсионных красок ПВА, которые следует наносить валиковыми кистями и только в исключительных случаях — краскораспылителем. На пассажирских морских судах эмульсионные краски рекомендуется применять для подкраски уже окрашенной ими поверхности. Быстрое высыхание, безвредность, отсутствие запаха и огнеопасного растворителя позволяют использовать эмульсионные краски как во время рейса, так и при кратковременных стоянках судов танкерного флота, прогулочных катеров и т. п.
Не следует применять для окраски надводного борта, надстроек, труб, мачт и механизмов краски с матовыми пленками, которые в процессе эксплуатации подвергаются очень быстрому и сильному загрязнению. Даже моющими составами или растворителями отмыть такие покрытия невозможно. Поэтому их приходится перекрашивать очень часто.
Окраска района переменной ватерлинии. Район переменной ватерлинии под влиянием влаги, кислорода воздуха, солнца, ветра подвергается очень интенсивной коррозии. Поэтому надежной защите этого района судна необходимо уделять особое внимание.
После тщательной очистки район переменной ватерлинии покрывают грунтом, тщательно прокрашивая все имеющиеся на корпусе углубления. Особенное внимание должно быть уделено качеству очистки и окраски в районе ватерлинии эксплуатируемых судов, который обычно бывает покрыт многочисленными коррозионными язвами. Для более надежной защиты района переменной ватерлинии на него наносят дополнительный слой грунта и два — четыре слоя антикоррозионной краски, не разрушающейся при частом погружении в воду и высушивании.
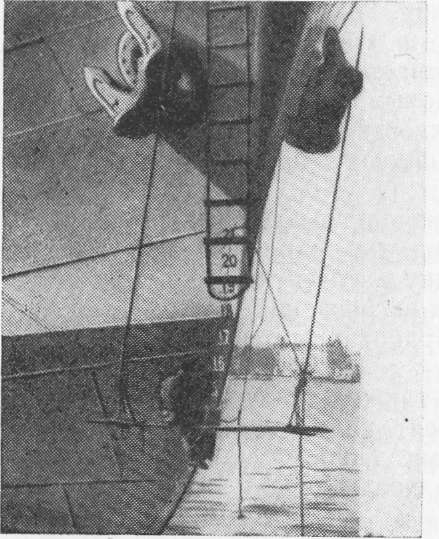
Рис. 3. Нанесение марок углубления на судне, находящемся на плаву
Очень сложна защита этого района от обрастания. После разгрузки судна район переменной ватерлинии полностью или частично выходит из воды. Солнечные лучи высушивают пленку необрастающей краски, она покрывается трещинами и разрушается. Поэтому при плавании судов необходимо систематически производить подкраску переменной ватерлинии необрастающими красками. В связи с частой подкраской на ватерлинию наносят один слой необрастающей краски.
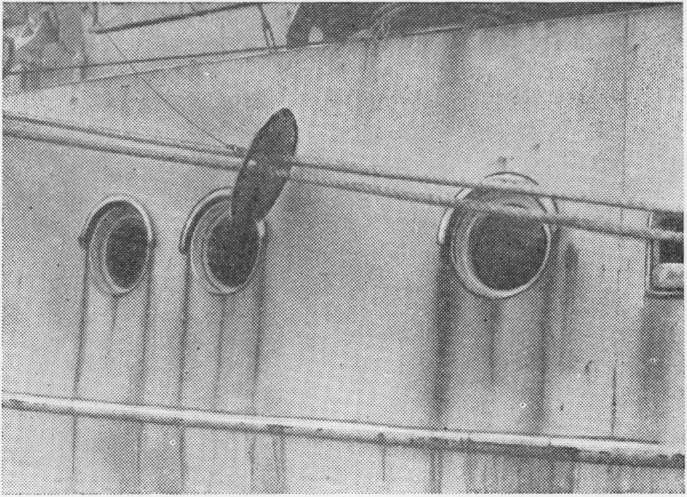
Рис. 4. Потеки ржавчины, вызванные плохой окраской и отсутствием ухода за корпусом судна
Для грунтования района переменной ватерлинии можно использовать сурик свинцовый, смешанный грунт 83, грунты ВЛ-02, ВЛ-08, КФ-030, ГФ-020, грунт АГ-JOC. Окрашивают район переменной ватерлинии красками ЭП-71, ЭШЭЛ, ХС-747, ХС-748, а также этинолевоперхлорвиниловыми красками.
Для защиты от обрастания можно применять краски ХВ-750 красного или зеленого цвета.
Надежность защиты от коррозии и внешний вид судна зависят от того, как была произведена окраска на заводе и характера ухода за судном при эксплуатации. На рис. 160 показано, к чему приводит несвоевременный уход за судном. Ржавление, начавшееся около иллюминаторов, не было своевременно устранено. Коррозия распространялась по борту судна, а потеки воды, содержавшие продукты коррозии, загрязнили борт, придав ему неопрятный вид. Поэтому на судах необходимо тщательно следить за состоянием окраски и при появлении признаков разрушения краски немедленно ее возобновлять.
Гладкие, глянцевые, хорошо отмывающиеся от загрязнений покрытия получают, применяя пентафталевые эмали. На окрашиваемую поверхность их наносят с помощью краскораспылителя, так как нанесение эмалей кистями требует большого умения.
Для сохранения внешнего вида покрытия и продления срока его службы необходим систематический уход за окрашенной поверхностью, заключающийся в промывке или протирке ее моющими составами, удаляющими пыль и прочие загрязнения. Для промывки сильно загрязненных поверхностей рекомендуется применять синтетические моющие составы. В табл. 36 приведены составы эмульсий, которые позволяют одновременно удалять гидрофильные и гидрофобные загрязнения, не разрушая покрытий и металла. Эти эмульсии можно наносить кистью или краскораспылителем. Нанесенный состав выдерживают 10—15 мин. Затем поверхность промывают водой и вытирают сухой ветошью.
Наружный кожух трубы окрашивают в зависимости от температуры его нагрева при эксплуатации судна. При нагревании кожуха до температуры 150° С применяют масляные краски на натуральной олифе, а также краски, приготовленные на лаке ГФ-024. Если температура кожуха превышает 150 °С, то применяют краски, приготовленные на лаке AJI-70 или КО-813. В некоторых случаях окраску производят также четырьмя слоями краски, приготовленной на свинцовых или смешанных свин-цовотитановых белилах. Верх трубы окрашивают масляноби-тумным лаком или эмалью (МС-17 и другими) в черный цвет. Кожух декоративной трубы красят так же, как надстройку.
Краска, подвергающаяся постоянному действию высоких температур, быстро стареет: на ней появляются трещины, пленка краски начинает разрушаться и отслаиваться от металла. Чем выше температура, тем быстрее происходит старение и разрушение покрытий. Поэтому такие поверхности требуют частой перекраски. Окончательная окраска надстройки показана на рис. 5.
Рис. 5. Окончательная окраска надстройки

Рис. 6. Окраска палубы на эксплуатирующемся судне
Очень часто надстройки имеют волнистость и различные вмятины, не поддающиеся исправлению. Они становятся особенно хорошо заметными при окраске глянцевыми красками. Краски с полуматовой или матовой пленкой маскируют эти дефекты, но не устраняют их. Вмятины и неровности исправляют с помощью эпоксидных или перхлорвиниловых шпаклевок специального состава. Как показал опыт, при эксплуатации шпаклевка начинает отслаиваться и осыпаться. Поэтому применение шпаклевок для отделки надстроек может быть допущено только в виде исключения; слой шпаклевки не должен превышать 0,5 мм.
Окраска палуб. Палубы окрашивают для предохранения от коррозии, устранения скользкости и уменьшения нагревания расположенных под ними помещений. Окраску производят кистью, укрепленной на длинной рукоятке. Для этого применяют краски ЭП-71, хлорвиниловые или специально предназначенные для окраски палуб (ВН-30 и др.).
В связи с тем, что краски обычного типа на палубах подвергаются быстрому износу, применяют специальные нескользкие мастики НМ-1, НМ-3, НМ-42, «Нева», НМ-201, НМ-202, НМ-206 и др. Трудносгораемые мастики НМ-1 и НМ-2 отличаются хорошей водо-, масло- и бензостойкостью. Наносят мастики шпателем толщиной от 1 до 30 мм (в зависимости от сорта мастики).
Если на палубу должен быть уложен деревянный настил, то после очистки ее грунтуют этинолевой краской ЭКЖС-40 и покрывают слоем мастики для выравнивания палубы и зазоров между палубой и настилом.
Мастики для заполнения зазоров можно также приготовить на основе свинцового и железного сурика, мела и олифы и т. п. Перед укладкой настил грунтуют этинолевой краской ЭКЖС-40 или смешанным грунтом.
Чтобы устранить возможность попадания под настил воды, необходимо законопатить пазы и залить их специальными мастиками, в состав которых входят битум, пек, сосновая смола. Иногда для заливки используют композицию, состоящую из эпоксидной смолы, герметика, отвердителя и наполнителей.
Окраска якоря, якорных цепей и ящика для цепей. В процессе эксплуатации якоря и якорные цепи быстро ржавеют. Поэтому их необходимо периодически подкрашивать. Для этой цели на заводе цепи растягивают на специальных подставках, очищают металлическими щетками от ржавчины и окунанием, кистью или краскораспылителем окрашивают густым, горячим каменноугольным лаком, который сохнет в 3—6 раз быстрее, чем холодный каменноугольный лак. Аналогичным способом окрашивают якоря и клюзы. Рекомендуется наносить не менее двух слоев лака. Цепи маркируют следующим образом: на нужные звенья, не удаляя краски, наносят по три слоя этинолевой краски ЭК.А-15 серебристого и ЭКСС-50 оранжевого цвета.
Ящик для цепей перед обшивкой его досками окрашивают двумя слоями густого каменноугольного лака, тремя слоями этинолевой краски ЭКЖС-40 или двумя слоями эпоксиднокаменноугольной краски ЭСКП. Доски перед установкой на место со всех сторон окрашивают одним слоем густого, горячего (при температуре 80—100 °С) каменноугольного лака или двумя слоями этинолевой краски ЭКЖС-40, или двумя слоями лака АЛ-177 или двумя слоями железносурикового грунта 72.
При ремонте ящика следует применять краску того же типа, которой производилась окраска при постройке.
Для механизированной окраски цепей сконструирована специальная установка, которая состоит из бака с водяным обогревом, заполняемого каменноугольным лаком, комплекта коромысел для подвески цепей и камеры для высушивания окрашенных цепей.
Цепи «смычки» по 50 м подвешивают на коромысло и доставляют на участок очистки. После того как цепи пройдут ванны химического травления, промывки и пассивирования, их опускают в бак с лаком. Окрашенную цепь через 30—35 мин. помещают в сушильную камеру.
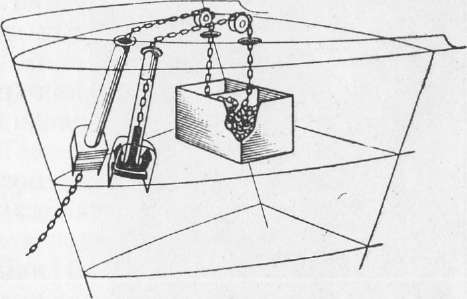
Рис. 7. Цепной ящик и клюзы
Окраска механизмов, оборудования и швартового устройства. Механизмы и оборудование, расположенные на палубах, следует окрашивать черными масляными красками, в которые для улучшения цвета добавляют до 1% густотертой лазури, или краской МС-17. Для этих целей на судах, плавающих в прибрежных водах, применяют также битумные и комбинированные этинолевобитумные краски. Краска на кнехтах, киповых планках и гаках при эксплуатации очень быстро разрушается, поэтому их окрашивают двумя слоями краски (без грунта) и возобновляют ее как можно чаще. Краски наносят кистями обычными или краскораспылителем.
Окраска внутренних помещений и мебели. Окраску внутренних помещений производят в зависимости от их назначения.
Вестибюли, пассажирские каюты, каюты команды, различного рода салоны, библиотеки и т. п. требуют применения декоративной отделки. Очень часто для отделки таких помещений используют ценные породы дерева. Лакировку древесины следует производить до получения мягкого, полузеркального блеска, сглаживающего резкие блики. Если в помещении будет рассеянное освещение, то лакировку можно производить до сильного глянца.
Внутренние помещения окрашивают только высококачественными эмалевыми красками, а сами окрасочные и отделочные работы выполняют после установки оборудования, окончания сварочных и монтажных работ, при которых возможно повреждение окрашенных поверхностей.
Окраска может быть выполнена при помощи краскораспылителя, а также обычной или валиковой кистью. В последнем случае получается поверхность, напоминающая по внешнему виду отделку под торцовку.
Стены жилых помещений и некоторых коридоров отделывают деревянными панелями, которые следует покрывать полиэфирными лаками. Пленки этих лаков характеризуются высокой твердостью и водостойкостью; их можно быстро очистить от загрязнений.
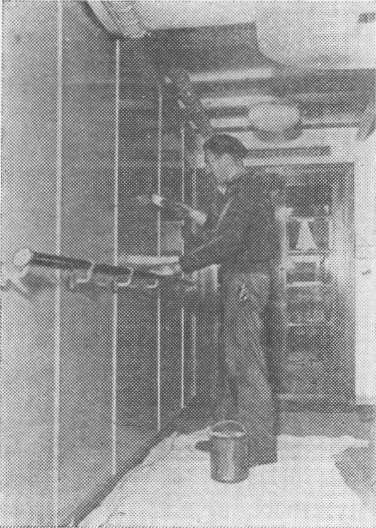
Рис. 8. Окончательная отделка коридора
На рис. 8 показана отделка внутреннего коридора.
В служебных помещениях панели из дерева заменяют окраской.
Как правило, подволоки и верхнюю часть переборок окрашивают белой, светло-кремовой краской или цвета слоновой кости, а стены в соответствии с окрасочной ведомостью — в светлые тона.
Окраска служебных помещений мало отличается от окраски жилых, за исключением того, что для их отделки не применяют древесины и красят их в более темные тона.
Отдельные сорта белых эмалевых красок обладают недостаточной укрывистостью, поэтому вначале наносят слой масляной краски, например, цинковых белил, затем один — два слоя краски, состоящей из эмалевой краски с добавлением 10—25% густотертых цинковых белил. Перед сдачей судна наносят последний слой только эмалевой краски.
Существовавшие способы отделки мебели спиртовыми лаками очень трудоемки. Поэтому в настоящее время применяются для этой цели полиэфирные лаки ПЭ-219, ПЭ-200 и ПЭ-214, которые имеют ряд преимуществ перед другими лаками. Так, вследствие высокого содержания пленкообразующей основы в полиэфирном лаке хорошую отделку можно получить при нанесении двух слоев вместо шести — восьми, необходимых при отделке шеллачным или нитроцеллюлозным лаком. Пленки полиэфирных лаков устойчивы к действию воды, спирта, мыльных растворов. Они отличаются высоким блеском, твердостью, теплостойкостью, морозо- и светостойкостью.
Окраска пищеблоков. Лакокрасочные материалы, применяемые для окраски помещений пищеблоков, не должны содержать вредных для людей компонентов. Поэтому такие помещения можно грунтовать свинцовосуриковым или смешанным грунтом, но нельзя оставлять загрунтованные поверхности без окраски или последующей зашивки. Нельзя применять краски «Сурьмин», краски, приготовленные со свинцовыми белилами; полиуретановые; перхлор- или хлорвиниловые, а также краски, пленки которых способны длительное время удерживать даже незначительные количества стирола или других соединений, имеющих неприятный запах.
Помещения пищеблока следует окрашивать красками светлых тонов, пленки которых устойчивы к действию слабощелочных и дезинфицирующих растворов, применяемых при уборке таких помещений. Перечисленным требованиям лучше всего удовлетворяют краски эмалевого типа (ПФ-167, ПФ-115, ГФ-156). Оборудование, нагреваемое до высокой температуры, следует окрашивать красками, приготовленными на основе лака
ФГ-9 или готовыми красками типа АЛ-70. Эмалями эпоксидного типа, приготовленными с нежелтеющими титановыми белилами или эмалями типа Э-5, АС-82, также приготовленными на титановых белилах, окрашивают оборудование в белый цвет. Краски наносят обычными или валиковыми кистями, а также краскораспылителями.
Окраска медицинских помещений. В процессе эксплуатации медицинские помещения необходимо систематически дезинфицировать и тщательно очищать от загрязнений. Поэтому после грунтования необходимо тщательно зашпаклевать все углубления, щели, сгладить острые углы, т. е. сделать доступными для уборки все те места, в которых при эксплуатации могут скапливаться загрязнения.
В этих помещениях должны применяться только эмалевые глянцевые краски, пленки которых легче очистить от загрязнений, чем пленки полуматовых или матовых красок. После нанесения второго слоя краски необходимо прошкурить окрашенную поверхность, а затем произвести окончательную окраску. Панели окрашивают в кремовый цвет или цвет слоновой кости, переборки и подволоки делают белого цвета.
Окраска должна производиться при помощи краскораспылителя или обычных кистей. Окраска под торцовку или валиковыми кистями, при которой получается своеобразная шероховатая поверхность, недопустима.
При спешных работах можно применять эмульсионные краски, не содержащие растворителей и пригодные для нанесения краскораспылителем даже в замкнутых, но вентилируемых помещениях.
Окраска прачечных, душевых, бань, умывален, гальюнов. При эксплуатации в этих помещениях всегда наблюдается большая влажность; на окрашенные поверхности систематически попадают растворы щелочного характера, горячая и холодная вода; на полу, в углах, скапливается трудноудаляемая влага; переборки смачиваются стекающим конденсатом; подволок покрывается каплями конденсирующейся влаги. Очень интенсивная коррозия наблюдается у комингсов, мест прохода и крепления трубопроводов, установки дверных замков, стальных петель на дверях из легких сплавов. Для защиты от коррозии в этих помещениях применяют усиленные схемы окраски. Если переборки изготовлены из легких сплавов, то перед окраской они должны быть оксидированы, покрыты двумя слоями грунта (ВЛ-02 или ВЛ-08 и ФЛ-ОЗЖ или АГ-10С) и двумя — тремя слоями эмалевой водостойкой краски. Стальные переборки грунтуют и окрашивают не менее чем тремя слоями краски. Особенное внимание уделяется окраске мест крепления изделий из разнородных металлов и тех участков, где возможно скопление влаги. Участок стыка комингса с переборкой грунтуется, шпаклюется и окрашивается дополнительно двумя слоями краски. Углы прокрашивают дополнительным слоем грунта и двумя дополнительными слоями краски.
Для окраски этих помещений следует применять грунты протекторного типа и щелочеустойчивые покрытия на эпоксидной смоле, эпоксидноэтинолевого типа и т. п. (ЭП-71, ОЭП-4171, ОЭП-4173, ХС-527). В перечисленных помещениях при эксплуатации покрытие должно находиться под тщательным контролем и немедленно возобновляться при повреждении.
Окраска машинных и аккумуляторных помещений. Выбор красок для этих помещений связан с особенностями их эксплуатации. Переборки и подволок окрашивают в цвет слоновой кости или белый. Окраска должна производиться только эмалевыми красками, пленки которых более маслостойки. Во время уборки стены и подволок можно протирать ветошью, слегка смоченной уайт-спиритом, который удаляет налеты смазочных масел. При перекраске машинных помещений необходимо тщательно очистить поверхности от минеральных масел. Если такая очистка не будет сделана,то перекраска может не дать ожидаемых результатов.
В аккумуляторных помещениях следует применять краски, устойчивые к действию кислот или щелочей (в зависимости от типа установленных в них аккумуляторов).
При наличии кислотных аккумуляторов, помещения грунтуют свинцовосуриковым грунтом, после чего наносят четыре слоя антикислотной эмали № 1 или № 2. Менее желательно применять для этой цели антикислотный лак № 411, который придает помещению очень темный цвет. Для контроля качества окраски и количества нанесенных слоев в лак или краску, наносимую четным слоем, вводят 2—5% алюминиевой пудры. Лак № 411 наносят четырьмя слоями по вышеуказанному грунту. Эмаль и лак следует наносить кистями. В этих помещениях можно также применять краски ЭП-71, ЭШЭЛ и ЭСКП.
При наличии щелочных аккумуляторов помещение окрашивают красками эпоксидного типа марок ОЭП-4173 или ОЭП-4171.
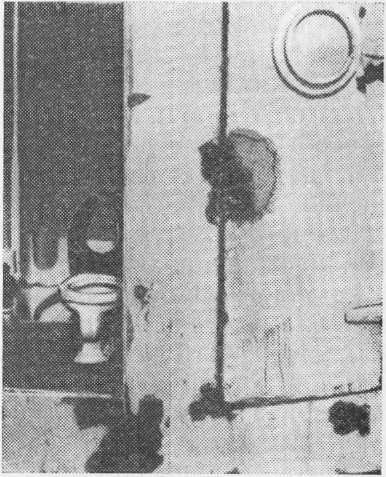
Рис. 9. Коррозия переборки и дверей из легкого сплава, вызванная плохим уходом и применением недостаточно устойчивой схемы окраски
Можно использовать для этой цели краску ЭП-71, ЭШЭЛ, ЭСКП и некоторые краски на основе этинолевого лака.
Перечисленные щелочеустойчивые краски наносят четырьмя — пятью слоями по грунту, который выбирают в зависимости от назначения и вида окрашиваемой поверхности и марки краски.
Окраска машин, механизмов, промежуточных валов и их коридоров. Машины и механизмы поступают на судостроительные заводы загрунтованными и окрашенными одним или двумя слоями краски.
В процессе их транспортировки, установки на судно и монтажа окраска загрязняется, сдирается, покрывается царапинами, вмятинами и т. п. Поэтому после окончания монтажа и испытания машин и механизмов их обязательно перекрашивают. Способы исправления дефектов окраски зависят от их характера. При перекраске проверяют качество покрытий, удаляют непрочно держащийся слой, очищают обнаженные до металла участки, грунтуют и сушат. После этого выравнивают поврежденные места шпаклевкой. В зависимости от глубины заделываемого участка шпаклевку наносят один или несколько раз. Просохший участок шлифуют, если необходимо, то подправляют, вновь шлифуют, грунтуют и окрашивают. Краски наносят кистью или краскораспылителем.
Окончательную окраску машин и механизмов производят эмалевыми красками.
Гребные валы внутри судна располагаются в особых коридорах, которые для защиты от коррозии покрывают двумя слоями свинцовосурикового или смешанного грунта или одним — двумя слоями эмали ЭП-71 или ЭШЭЛ, а также приготовленной из глифталевого лака (№ 170 или аналогичного ему) и 6—10% алюминиевой пудры. Светлая окраска позволяет заметить начало коррозии и устранить ее. Наружную поверхность вала можно окрасить по описанной схеме, двумя слоями свинцовосурикового грунта или дву^„я слоями краски ЭП-71 или ЭШЭЛ. Внутреннюю полость гребного вала сразу после изготовления окрашивают двумя слоями свинцовосурикового или смешанного грунта.
Окраска трубопроводов и вентиляционных труб. На судах каждая система трубопроводов (трюмная, пожарная, сжатого воздуха, холодной и горячей воды, топлива и т. п.) может располагаться в различных местах и при эксплуатации подвергаться самым разнообразным влияниям. Поэтому окраска трубопроводов должна производиться применительно к условиям, существующим в том или другом помещении. Грунт выбирают в зависимости от материала, из которого изготовлены трубы. Окончательная окраска производится эмалевыми, реже специальными или масляными красками. В жилых или служебных помещениях окончательную окраску труб производят в общий тон. Чтобы иметь возможность быстро найти трубопровод или определить, с каким трубопроводом приходится иметь дело, на него наносят специальные отличительные знаки в виде колец из цветных эмалей. В насосных отделениях, а иногда и в машинных, часто всю систему трубопроводов окрашивают цветными глиф-талевыми или пентафталевыми красками в соответствии с ГОСТ 5648 — 51.
Вентиляционные трубы предназначены для самых разнообразных целей. В процессе эксплуатации по ним может проходить воздух из аккумуляторных помещений с примесью продуктов кислого или щелочного характера, горячий, очень влажный воздух из прачечных, бань и т. п.; горячий воздух, насыщенный парами нефтепродуктов из машинных отделений; в нагнетательную вентиляционную систему попадает влажный морской воздух и т. п. Это очень усложняет защиту вентиляционных труб от коррозии и требует применения красок с хорошей водостойкостью, устойчивостью к действию кислот, щелочей и т. п. Для окраски вентиляционных труб нельзя применять материалы с устойчивым неприятным запахом.
Выбор грунта для этих труб зависит от металла, из которого они изготовлены. Для легких сплавов применяют грунты АГ-10С, марки КФ-030 с последующей сушкой их при повышенной температуре (60—80°С в течение трех—пяти часов). Трубы имеют сложные изгибы, поэтому грунтовать и красить их лучше окунанием.
Окраска кабелей и кабельных трасс. Окраску кабелей необходимо производить с учетом материала, из которого изготовлена их оболочка. Кабели в металлической оплетке покрывают слоем грунта BJI-02 или ВЛ-08, а затем окрашивают по необходимой схеме.
При окраске кабелей с оболочкой из резины ШН-40 или ШБМ в некоторых случаях пленка краски покрывается серыми, коричневыми или черными пятнами. Иногда нанесенная краска вообще не высыхает. Для того чтобы избежать этого, кабель покрывают двумя слоями грунта BJI-02 или ВЛ-08, после чего окрашивают по принятой схеме. Во всех случаях фосфатирую-щие грунты применяют с 5% кислого разбавителя.
Если краска, нанесенная на кабели без грунта, не сохнет, ее необходимо удалить, протерев кабели ветошью, слегка смоченной растворителем. После этого кабели сушйт, грунтуют, как указано выше, и окрашивают. Качество окраски в этом случае получается пониженным.
При окраске пучка, состоящего из кабелей в металлической оплетке и резиновой оболочке, наносят слой фосфатирующего грунта (ВЛ-02, ВЛ-08), затем слой грунта ХС-010, после чего окрашивают по принятой схеме. При отсутствии какого-либо грунта допускается окраска по двум слоям грунта ВЛ-02 или ХС-010.
Защита цистерн для питьевой и технической воды, топлива, смазочных масел. Защита от коррозии цистерн, предназначенных для хранения воды, особенно питьевой, представляет очень сложную задачу. Применяют следующие способы борьбы с коррозией цистерн: оклейка полиизобутиленом; окраска; нанесение цементного покрытия. Ни один из них не может обеспечить длительной защиты цистерн от коррозии.
Оклейка полиизобутиленом цистерн дистиллированной воды связана с необходимостью применения огнеопасных и вредных для здоровья клеев. Вследствие сложности процесса оклейки он возможен только при отсутствии в цистернах внутреннего набора.
При цементировании цистерн особое внимание следует уделять качеству материалов, используемых для приготовления цементного раствора. Малейшие загрязнения песка или применение его без промывки и прокалки, использование воды, содержащей примеси, попадание в цемент органических остатков — все это может служить причиной появления в питьевой воде примесей нитритов и следов аммиака, которые исключат возможность ее использования. В таких случаях нанесенное покрытие подвергают промывке, ^ иногда дополнительной цементировке.
- При цементировании цистерн разрешается применение цементов только следующих марок: портланд-цемент для асбоцементных изделий, марки 500 или 600; портланд-цемент с умеренной экзотермией или портланд-цемент сульфатостойкий. Эти цементы не должны содержать сернистых соединений, а также солей свинца, марганца, мышьяка, хрома, фосфора и органических примесей (азота).
Раствор для цементирования готовят из 100 вес. ч. (по объему) портланд-цемента, 100 вес. ч. песка и 19—20 вес. ч. воды. Для улучшения схватывания раствора вместо воды можно применить 2%-ный раствор хлористого кальция.
Готозый раствор сметанообразной консистенции наносят на-брызгиванием толщиной 0,5—1,0 мм без пропусков и не разравнивают. Нанесенное покрытие сушат от 18 до 96 час. (в зависимости от температуры). Перед нанесением второго слоя покрытие увлажняют и наносят второе покрытие, выравнивая первый слой. Сушку второго слоя выполняют так же, как первого. При нанесении третьего слоя покрытия соблюдают все перечисленные требования. Общая толщина покрытия должна быть не меньше 2,5 мм.
Окраска цистерн питьевой воды производится четырьмя слоями этинолевой краски ЭКЖС-40 или ЭКА-15 при наличии угольных фильтров в системе питьевой воды. Цистерны, окрашенные этой краской до залива водой, должны быть выдержаны не менее 15 суток.
В последнее время для цистерн питьевой воды стали применять краску ХС-76 (на основе лака ХС-76 с алюминиевой пудрой), которую наносят по грунту ХС-04.
Все перечисленные материалы содержат большое количество органических растворителей (от 45 до 60%), поэтому окраска должна производиться только при наличии эффективной приточно-вытяжной вентиляции и индивидуальных средств защиты.
Выбор схемы защиты цистерн и отсеков, предназначенных для хранения или перевозки смазочных масел или других нефтепродуктов, зависит от условий их эксплуатации. Цистерны, в которых топливо не замещается водой, после очистки от ржавчины и окалины подвергают фосфатированию, а затем смазывают вязким минеральным маслом; его можно наносить на поверхность в подогретом виде. Цистерны, в которых в процессе эксплуатации топливо замещается водой, требуют более надежной защиты от коррозии. Их необходимо окрашивать красками (ЭП-71, ЭШЭЛ, ХС-717), устойчивыми к воздействию нефтепродуктов, их смеси с морской водой и морской воды, при наличии вентиляции.
Выбирая схемы окраски танкеров, необходимо учитывать, что такие суда могут быть использованы не только для перевозки бензина, топлива ДС и смазочных масел. Они могут перевозить растительные масла, рыбий жир, вино, спирты, растворители, разбавители, бобы какао, сахар, муку. Поэтому краски, используемые для защиты танкеров от коррозии, должны обладать универсальными свойствами: не разрушаться перевозимыми продуктами, допускать очистку танков моющими средствами и паром, не оказывать влияния на перевозимые грузы и не придавать им постороннего запаха или привкуса. Все это ограничивает выбор покрытий для танкеров, тем более, что низшие спирты — метиловый и этиловый — могут вступать в реакцию с цинковой пылью, если она будет содержаться в красках.
В настоящее время лучшие результаты получаются при окраске танкеров краской ЭП-71 или ЭШЭЛ. Эти краски недостаточно устойчивы в ароматических углеводородах (бензол, толуол, ксилол) и растворителях, содержащих их, но полнее других удовлетворяют остальным требованиям, предъявляемым к покрытиям для танков.
При окраске танков трубу, расположенную в центральной части или по краям, оставляют без окраски. Это необходимо для удаления зарядов статического электричества, возникающего в нефтепродуктах при наливе или перевозке.
Окраска грузовых трюмов. Схему защитной окраски трюмов выбирают в зависимости от грузов, которые будут в них перевозиться. Не исключена возможность использования только что окрашенного судна для перевозки продуктов, в том числе хорошо адсорбирующих запахи (мука, сахар, масло, бобы, масличные семена).
Поэтому окраску трюмов необходимо производить красками, способными быстро терять присущий им запах.
Пленки красок после высушивания в соответствии с техническими условиями не должны иметь запаха; краски должны допускать нанесение их кистью или краскораспылителем при температуре до —15° С; высохшая пленка краски должна быть твердой, абразивоустойчивой и не разрушаться такими грузами, как соль, колчедан, сульфат, удобрения и горячий агломерат. В тех случаях, когда будут перевозиться зерновые продукты, краска не должна иметь в своем составе вредных для здоровья людей компонентов.
Разнообразие требований, предъявляемых к покрытиям для грузовых трюмов, исключает возможность использования какой-либо одной краски или схемы покрытия.
Трюмы окрашивают по слою грунта BJI-02, ВЛ-08, ХС-ОЮ, ГФ-020 тремя слоями краски ЭП-71, ЭП-72, ХС-720А, ЭКА-15, ЭКЖС-40, ХС-717, КО-813. На судах, перевозящих только зерно, окраску производят тремя слоями грунта № 81.
Суда, используёмые для перевозки особенно агрессивных грузов — колчедана, удобрений, агломерата,— надо окрашивать пятью, лучше шестью слоями краски ЭП-71, ЭП-72.
На судах, где выгрузка и подборка сыпучих грузов производится механизированным способом, окрашенные поверхности должны быть защищены от возможного их повреждения работающими механизмами.
§ 36. особенности окраски судов, эксплуатирующихся в тропических условиях
К защитным покрытиям, применяющимся при окраске судов с неограниченным районом плавания, предъявляются особенно высокие требования. В этих условиях устойчивость покрытий в очень большой степени зависит от качества подготовки поверхностей под окраску, выбора лакокрасочных покрытий и строгого соблюдения технологии их нанесения.
Применяемые покрытия должны отличаться высокой твердостью, хорошей эластичностью, устойчивостью к действию ультрафиолетовых лучей и максимальной стойкостью во влажной атмосфере.
Этим требованиям отвечают краски: полиуретановые, эпоксидные, алкидные, модифицированные меламиноформальдегидной смолой. В состав грунтов должны входить такие ингибирующие пигменты, как цинковый или стронциевый крон. Покрывные краски или эмали должны готовиться с пигментами, которые обладают максимальной фотохимической активностью (двуокись титана рутильной формы, алюминиевую пудру) и предохраняют эти материалы от быстрого разрушения.
Для того чтобы получить наиболее надежные результаты, подготовительные и окрасочные работы необходимо производить при температуре окружающего воздуха не ниже +15 °С и относительной влажности не выше 70%- На судостроительных заводах такие метеорологические условия бывают очень редко, поэтому окраску производят при температуре до +3 °С и относительной влажности до 95% при обязательном отсутствии агрессивных газов и пылевидных загрязнений. Окраску нельзя производить во время тумана или по сырой поверхности.
Рекомендованные для окраски материалы иногда имеют индекс «Т». Качеству работ необходимо уделять особенно большое внимание. После тщательной очистки приступают к грунтованию. Первый слой грунта наносят обычной кистью (за исключением наносимых обязательно краскораспылителем). Последующие слои грунта или краски можно наносить кистью или краскораспылителем. Применение шпаклевок для выравнивания вмятин на надстройках корпуса или фальшборте, сглаживания сварных швов и исправления других дефектов не разрешается, так как это сильно ухудшает качество лакокрасочных покрытий.
При эксплуатации судов, плавающих в районах с тропическими условиями, краски, высушенные при температуре от +18 до +23 °С подвергаются более быстрому разрушению, чем на судах, плавающих в обычных условиях.
Пленки красок, высушенных при пониженной температуре и повышенной влажности, будут еще менее прочными. Поэтому за состояние окраски на судах, введенных в эксплуатацию в холодное время года, необходимо вести тщательное наблюдение и своевременно исправлять появившиеся дефекты. Для этого на судне должен быть запас необходимых красок. При соответствующем уходе суда, окрашенные даже при менее благоприятных условиях, будут выглядеть так же хорошо, как окрашенные в теплое время года. Нельзя, ссылаясь на низкое качество красок, применявшихся при постройке или ремонте, допускать, чтобы корпус судна доходил до такого состояния, как это показано на рис. 166. Такая картина скорее подчеркивает не качество красок, а полное отсутствие внимания к судну и ухода за корпусом при эксплуатации.
Подводную часть судов защищают от коррозии этинолевой краской ЭКЖС-40, которую наносят четырьмя слоями. Для защиты от обрастания применяют краски ХВ-53, ХС-79 или термопластичного вида. Необрастающие краски марки КР для судов, плавающих в тропических условиях, применять не рекомендуется. При использовании термопластичных красок антикоррозионную краску наносят только двумя слоями.
Район переменной ватерлинии от коррозии защищают тремя слоями краски ЭП-71 или ЭШЭЛ, наносимых по слою грунта ВЛ-02 или ВЛ-08. Если этот район необходимо защищать и от обрастания, то наносят дополнительно один — два слоя необрастающей краски ХВ-750 нужного цвета. Применение краски ХС-79 возможно, но менее желательно.
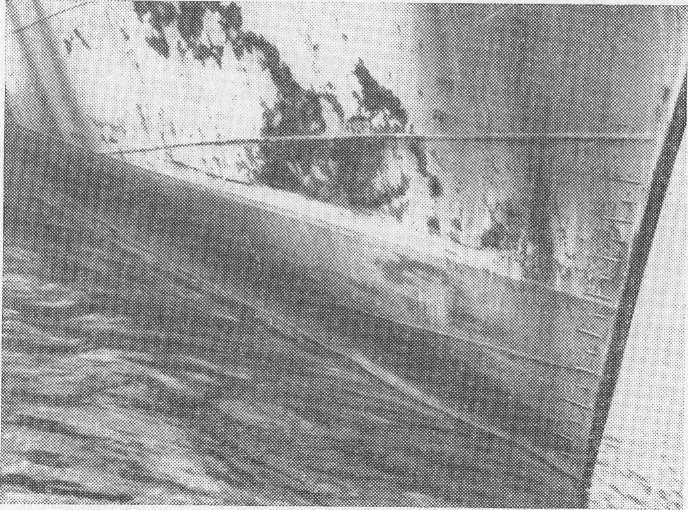
Рис. 10. Корпус судна, за которым при эксплуатации не велось надлежащего ухода
Надводный борт, фальшборт, надстройки, трубу окрашивают красками ПФ-167, ГФ-156, ХС-527, ХС-510Т, нанося их тремя слоями. Кнехты, киповые планки и т. п. красят в черный цвет тропикоустойчивой краской МС-17. Эту же краску применяют и при окраске надводного борта в черный цвет.
Применение красок хлорвинилового типа (ХВ-124, ХВ-125) для окраски палубных механизмов менее желательно, так как нужное качество в этом случае обеспечивается только при очень тщательном соблюдении окрасочных работ.
Любое отклонение от установленной технологии окрасочных работ: окраска при влажности выше 60%, нанесение красок по пересушенному грунту, недостаточно правильная замена дефицитного грунта, плохая очистка от влаги сжатого воздуха, окраска при повышенном давлении воздуха и т. п.,— все это неизбежно вызывает быстрое разрушение пленок красок хлорвинилового типа.