После нанесения грунта и шпаклевки (если она предусмотрена технологическим процессом) наносят следующие слои покрытия.
Выбор способа нанесения покрытия зависит от очень многих причин: типа применяемого для окраски материала, назначения и местоположения окрашиваемой поверхности, наличия приточно-вытяжной вентиляции, степени оборудования предприятия средствами для механизированной окраски.
Первый слой краски, наносимый на зашпаклеванную поверхность, помогает выявить дефекты шлифования, а иногда и самой шпаклевки. Этот слой краски должен быть более тонким, чем последующие. Следовательно, его нужно наносить краской с пониженной вязкостью. Если выявленные дефекты незначительны по размерам, то их подправляют быстросохнущей шпаклевкой НЦ-00-8 или НЦ-00-9 и вновь шлифуют дефектное место и окрашивают.
Окраску краскораспылителями производят при наличии хорошей вентиляции, в легкодоступных для работы местах. В тесных помещениях и в труднодоступных местах этот способ окраски применять нельзя вследствие образования значительного количества паров растворителя и пыли, состоящей из частиц красочных аэрозолей мелкораспыленной краски. Такая пыль не только оказывает вредное влияние на здоровье людей, работающих в этих помещениях, но, оседая на переборках, подволоках, приборах и оборудовании, портит ранее нанесенные покрытия. Поэтому при окраске внутренних помещений краскораспылители находят очень ограниченное применение. Обычно их используют для окраски переборок и подволоков перед изоляцией, и для окраски изоляции с целью ее гидрозащиты. Выбор краскораспылителя зависит от многих причин: качества краски, фактуры окрашиваемой поверхности, ее конфигурации и насыщенности оборудованием и механизмами. При окраске судов удобнее применять установку типа УБР, при работе которой не образуется красочной пыли, можно пользоваться также краскораспылителем с подачей краски из красконагнетательного бачка, что позволяет производить окраску любых поверхностей или применять краскораспылители универсального типа. Большой бачок обеспечивает нормальную и бесперебойную работу, так как материал заранее фильтруют, очищая от сора и случайных механических загрязнений.
С помощью краскораспылителей получают более ровные слои покрытий. Однако при недостаточном опыте и отсутствии внимания краску, обладающую хорошей укрывистостью (с сажей, железным суриком, мумией) можно нанести чрезмерно тонким слоем, в результате чего качество окраски резко ухудшится.
Очень важно, чтобы воздух, подаваемый в краскораспылитель, а также поступающий в красконагнетательный бачок, не содержал даже незначительных следов влаги. Для этого на окрасочном участке, вблизи краскораспылителей, должны быть установлены дополнительные масловодоотделители. При их отсутствии неизбежно попадание воды в краску. В таком случае пленка становится пористой, не обеспечивает защиту металла от коррозии и быстро разрушается. На рис. 132 показана пленка краски, нанесенная краскораспылителем, работавшим от сети сжатого воздуха без дополнительного масловодоотделителя на окрасочном участке.
Окраска при помощи краскораспылителей требует высокой квалификации, навыков и знания материалов и самих краскораспылителей. На рис. 2—6 показаны наиболее часто встречающиеся дефекты окраски с помощью краскораспылителей. Использование краскораспылителя с чрезмерно большим соплом и неравномерной подачей краски сопровождается потеками на окрашенной поверхности. Пытаясь нанести слой краски, который сразу укрыл бы окрашиваемую поверхность, недостаточно опытный маляр подносит краскораспылитель чрезмерно близко к окрашиваемой поверхности. В результате этого также появляются потеки краски и неравномерно окрашенные участки.
Качество окраски зависит и от того, как маляр передвигает краскораспылитель вдоль окрашиваемой поверхности. При отсутствии навыка краскораспылитель передвигают не параллельно окрашиваемой поверхности АА, а по дуге ББ. Поэтому в центре пленка краски будет очень толстой, а по краям тонкой.
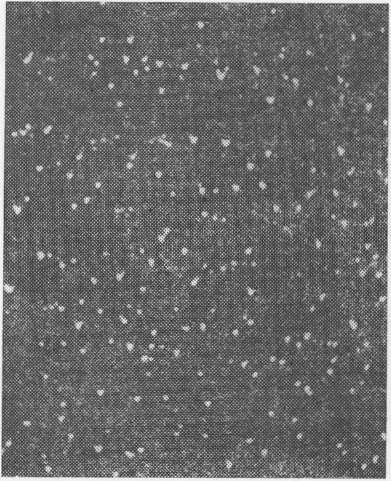
Рис. 1. Пленка краски, в состав которой попала вода
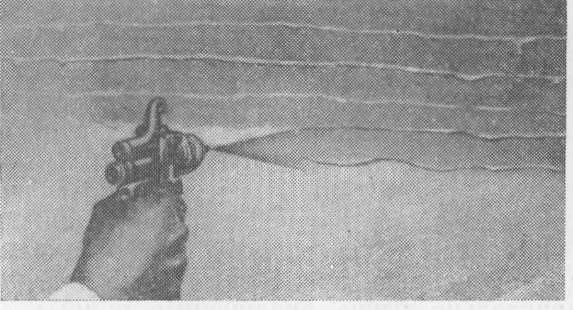
Рис. 2. Потеки при использовании краскораспылителя с большим соплом или при чрезмерно близком его приближении к окрашиваемой поверхности
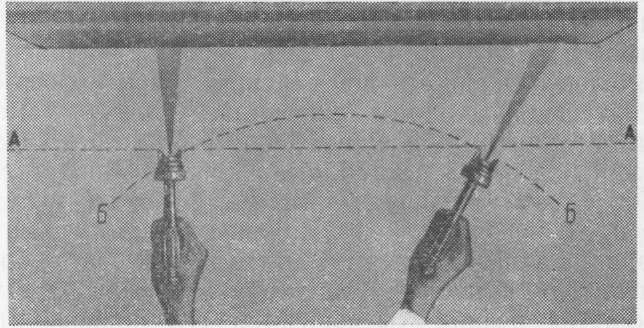
Рис. 3. Передвижение краскораспылителя вдоль окрашиваемой поверхности: АА — правильное; ББ — непра вильное
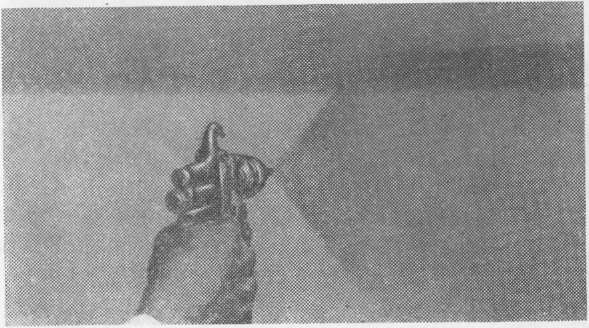
Рис. 4. Неправильная регулировка краскораспылителя
При неправильной регулировке краскораспылителя краска наносится очень широким факелом, на поверхности образуется очень тонкий пылеобразный, плохо держащийся слой покрытия.
При чрезмерном удалении краскораспылителя от окрашиваемой поверхности получается тонкий слой покрытия с низкими антикоррозионными свойствами.
Недостаточно опытные маляры, отрегулировав краскораспылитель для окраски в вертикальном направлении, продолжают работать ими тогда, когда окраску необходимо производить в горизонтальном направлении. При этом на поверхности появляются сравнительно узкие окрашенные полосы с большими непрокрашенными просветами. Для получения равномерно окрашенной поверхности очень важно уменье производить работу таким образом, чтобы в местах стыка полос не было заметно непрокрашенных мест. Их появление указывает на то, что между ранее окрашенным и окрашенным вновь участком был допущен большой разрыв. При окраске необходимо следить за тем, чтобы нижний край ранее нанесенного слоя слегка перекрывался верхним краем нового слоя.
Недостаточный уход за краскораспылителем, небрежная промывка его или применение нефильтрованной краски приводят к засорению сопла и канала, по которому подается краска. Таким краскораспылителем работать нельзя.
Засорение воздушных каналов краскораспылителя, которое, как правило, является результатом неисправной работы водо-маслоотделителя и небрежного ухода за краскораспылителем, сопровождается резким уменьшением его производительности.
При окраске краскораспылителем могут появляться пятна, подобные показанным на рис. 141. Они образуются в результате несвоевременного выключения курком подачи краски по окончании работы.
При окраске с помощью краскораспылителя краску наносят полосами в горизонтальном или вертикальном направлении. Причем краскораспылитель должен находиться под углом 90° к окрашиваемой поверхности. На рис. 12 показана последовательность передвижения краскораспылителя при окраске вертикально расположенных деталей. Окраску начинают сверху; доведя полосу краски до нижней границы окрашиваемой поверхности, краскораспылитель перемещают в сторону от нанесенной полосы на ширину последней. При этом прекращают подачу воздуха и краски. Вторую полосу наносят снизу вверх, третью полосу наносят сверху вниз и т. д. Для получения сплошного покрытия необходимо, чтобы край последующей полосы перекрывал ранее нанесенную на 3—5 мм. Для получения более равномерной окраски первый слой краски наносят в вертикальном направлении, второй — в горизонтальном.
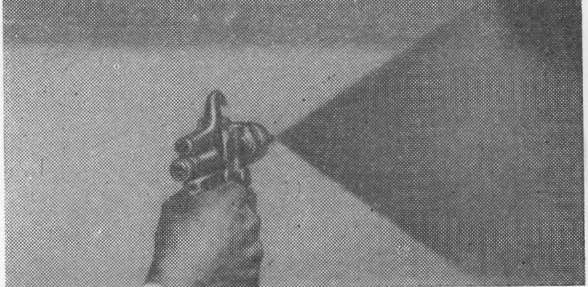
Рис. 5. Неправильная окраска при чрезмерном удалении краскораспылителя от окрашиваемой поверхности
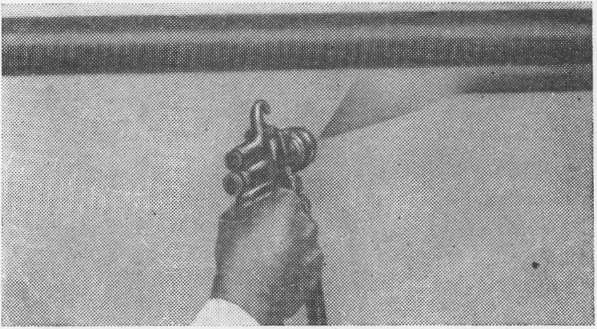
Рис. 6. Окраска горизонтальной поверхности краскораспылителем, отрегулированным для окраски вертикально расположенных поверхностей
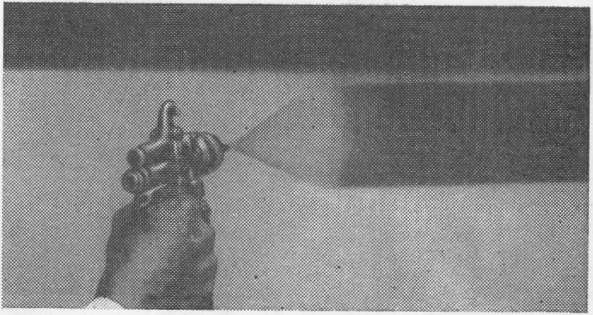
Рис. 7. Непрокрашенные места при чрезмерно больших промежутках между наносимыми полосами краски
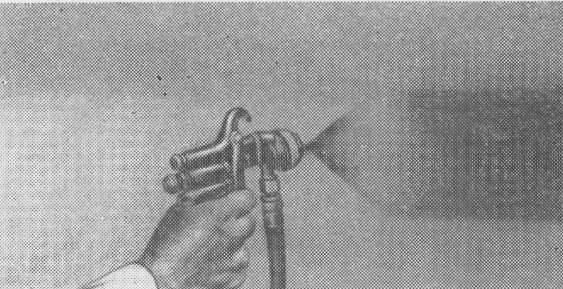
Рис. 8. Дефекты окраски при работе плохо отрегулированным краскораспылителем
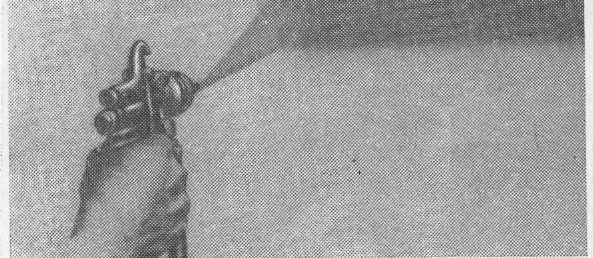
Рис. 9. Окраска краскораспылителем с засоренным каналом для подачи краски
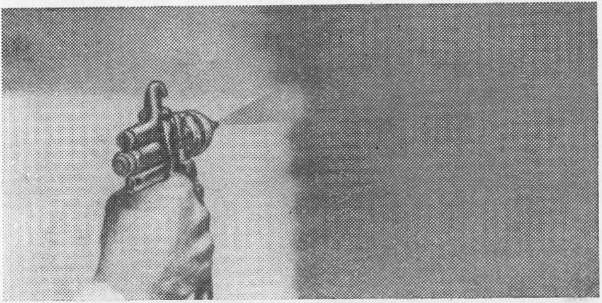
Рис. 10. Пятна, появляющиеся при недостаточно квалифицированной работе маляра
Очень важно научиться правильно окрашивать углы и выступающие части, экономя при этом краску. Обычный способ окраски в этом случае непригоден, так как он сопровождается повышенным расходом краски, загрязняющей воздух.
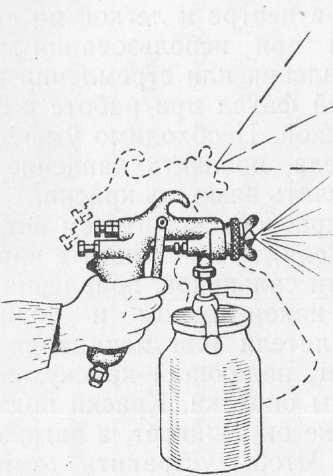
Рис. 11. Правильное положение краскораспылителя при работе
При окраске краскораспылителями маляру необходимо знать и уметь быстро устранять те дефекты, с которыми ему приходится сталкиваться. При работе с грязным краскораспылителем засохшая в сопле краска или загрязнение этого отверстия искажает форму факела. В этом случае необходимо прекратить работу, промыть и прочистить сопло.
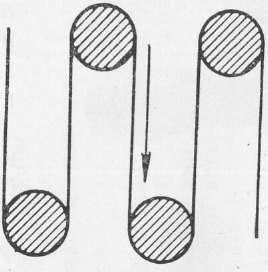
Рис. 12. Последовательность передвижения краскораспылителя
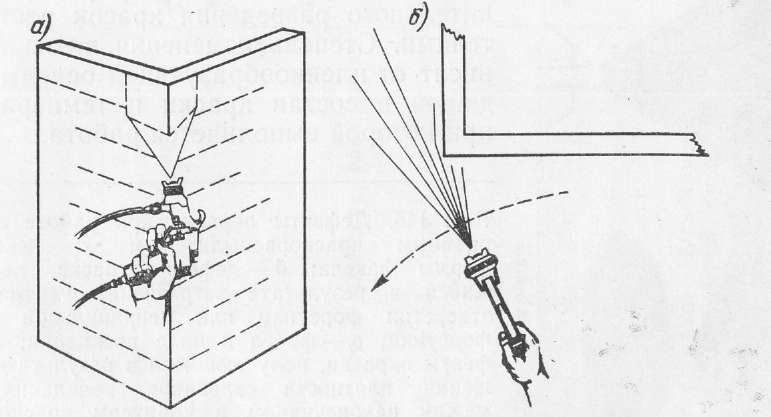
Рис. 13. Окраска краскораспылителем острых углов:
а — правильная; б — неправильная
Загрязнение центрального отверстия форсунки или неправильная сборка форсунки также вызывают дефект.
Факел в виде восьмерки или двух отдельных факелов малого диаметра с плотной окраской в центре и легкой по краям наблюдается при использовании очень высокого давления или стремлении получить широкий факел при работе с очень жидкой краской. Необходимо уменьшить размер факела, понизить давление воздуха и увеличить вязкость краски.
Если за краскораспылителем нет надлежащего ухода, то в результате нарушения плотности сальников, появления грязи между наконечником и корпусом краскораспылителя или попадания воздуха в шланг, подающий краску, возникают дефекты окраски. Краска подается брызгами и не окрашивает, а загрязняет поверхность. Чтобы устранить этот дефект нужно отремонтировать краскораспылитель. При недостаточном давлении воздуха получается факел, в центре которого будут отдельные капли краски.
При окраске подогретыми лакокрасочными материалами необходимо иметь в виду, что при нагревании снижается их вязкость и поверхностное натяжение. Это позволяет производить работу без дополнительного разведения красок растворителями. Степень изменения вязкости зависит от пленкообразующей основы, входящей в состав краски и температуры, при которой выполняется работа.
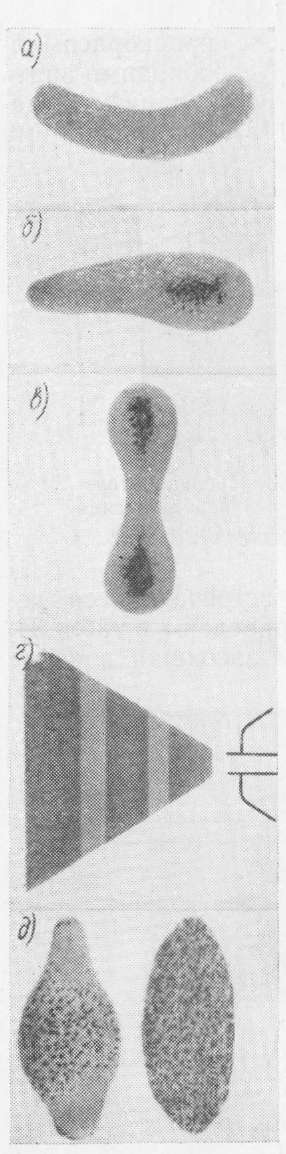
Рис. 14. Дефекты окраски при работе с неисправным краскораспылителем: а — искажение формы факела; б — дефект окраски, получающийся в результате загрязнения центрального отверстия форсунки или (неправильной сборки форсунки; в — факел в виде восьмерки; г —дефекты окраски, получающиеся в результате нарушения плотности сальников, появления грязи между наконечником и корпусом краскораспылителя или попадания воздуха в шланг; д — факел с отдельными каплями краски в центре
На рис. 146 показано, как изменяется температура лакокрасочного материала, подогретого до температуры 75 °С, во время нанесения на различных расстояниях от краскораспылителя. Краска при этом охлаждается до температуры рабочего помещения. При нанесении обычным способом температура краски у поверхности окрашиваемой конструкции на 10—15 °С ниже исходной температуры распыляемого материала. Поэтому окраска подогретыми материалами позволяет применять материалы с более высокой вязкостью и получать при этом более толстые, плотные покрытия.
Для нанесения в подогретом состоянии могут применяться лакокрасочные материалы, которые при нагревании до определенной температуры не подвергаются химическим изменениям, хорошо распыляются и образуют покрытия высокого качества.
К таким материалам относятся нитролаки и нитроэмали, глифталевые, нитроглифталевые, пентафталевые, битумные и каменноугольные лаки и эмали, меламиноалкидные, мочевино-формальдегидные, нитроэпоксидные, масляноводоэмульсионные и перхлорвиниловые эмали марки ХВ-113 (перхлорвиниловые эмали других марок для окрашивания с подогревом не пригодны; при распылении происходит образование нитей, тянущихся от распылителя к изделию).
По противокоррозионным и другим свойствам покрытия, нанесенные с предварительным подогревом, не уступают покрытиям, нанесенным кистью.
Прежде чем начать работу с краскораспылителем необходимо:
— убедиться в том, что регуляторы подачи краски и воздуха открыты;
— отрегулировать давление подаваемого воздуха в пределах 2—2,5 атм для маловязких и 3—4 атм для вязких (масляных, эпоксидных и т. п.) красок;
— держать краскораспылитель во время работы на расстоянии 15—20 см от окрашиваемой поверхности.
При работе с исправным краскораспылителем отпечаток факела получается равномерным по всей высоте, частицы краски имеют одинаковый размер в любом месте факела, а форма факела— без искажений.
Необходимо бережно обращаться со всей установкой и краскораспылителем в особенности. По окончании работы бачки, шланги и краскораспылители необходимо сразу же тщательно промыть, осмотреть и в случае необходимости отремонтировать.
На судостроительных и судоремонтных заводах окраску во внутренних помещениях выполняют преимущественно кистью.
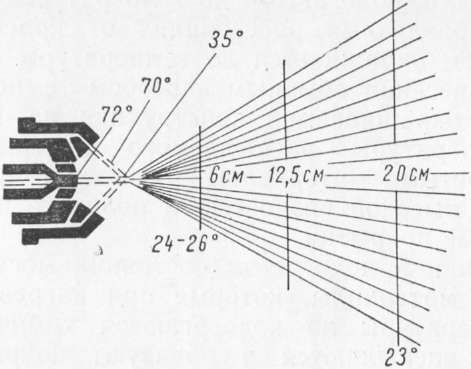
Рис. 15. Диаграмма зависимости между температурой лакокрасочного материала во время распыления и расстоянием, на которое удален краскораспылитель
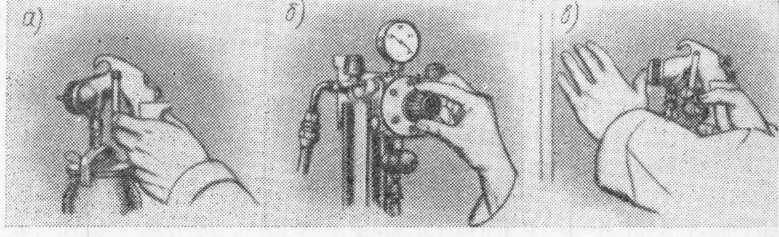
Рис. 16. Подготовительные операции к работе с краскораспылите лем:
а — открывание регуляторов подачи краски и воздуха; б — регулирование давления подаваемого воздуха; в — установление краскораспылителя на правильное расстояние от окрашиваемой поверхности
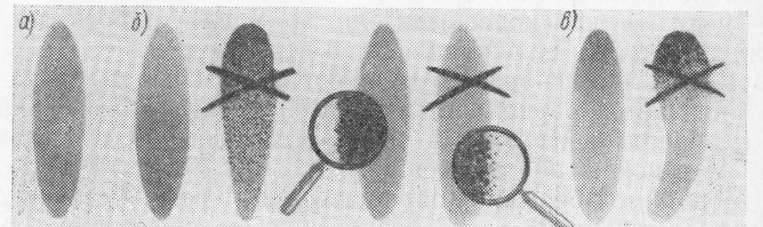
Рис. 17. Отпечатки факела, получаемые при работе с краскораспылителем:
а — отпечаток факела равномерен по всей высоте; б — неравномерное нанесение пленки по высоте факела; в — правильная форма факела
Такой способ окраски исключает возможность перехода части краски в пылевидное состояние и загрязнения ею воздуха, что неизбежно при нанесении краски с помощью краскораспылителя. Это значительно облегчает вентилирование окрашиваемых помещений и создает более благоприятные условия для работы.
Окраску с помощью кистей можно производить практически в любых условиях. Однако этот способ обеспечивает высокое качество окраски только при выполнении ее высококвалифицированными малярами. В настоящее время широкое распространение получил способ окраски с помощью валиковых кистей, работа с которыми требует меньшей квалификации.
Окраска валиковыми кистями производится следующим образом. В глубокую часть противня специальной конструкции (рис. 149) (в некоторых случаях его заменяют поддоном с крупной сеткой) наливают краску, которая занимает примерно одну треть глубокой части. Перед окраской кисть 2—3 раза проводят по краске, а избыток ее отжимают в верхней части противня. Затем, прокатывая валиком по поверхности, наносят на нее слой краски.
Риc. 18. Противень, используемый при окраске валиковой кистью
Решающее значение для качества окраски имеет подготовка кистей. Валиковые кисти с очень длинным ворсом портят пленку краски, поэтому окрашенная ими поверхность требует дополнительной обработки обычными кистями. При использовании кистей с жестким ворсом на окрашенной поверхности появляются резко выраженные полосы, которые можно устранить только с помощью флейца. Валиковые кисти с очень коротким ворсом плохо прокрашивают поверхность. Периодическое смачивание кисти приводит к неравномерному нанесению краски, вначале наносят слишком толстый слой краски, затем более тонкий. Такой участок во избежание появления на нем морщин подвергается дополнительной обработке кистью, чтобы удалить избыток краски. Этот недостаток устранен в валиковых кистях с подачей краски под давлением, которые позволяют наносить краску равномерным слоем.
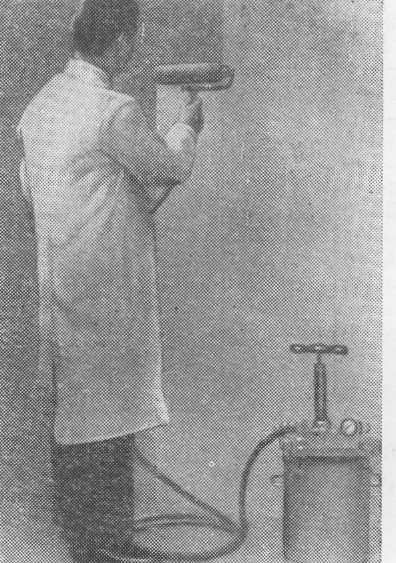
Рис. 19. Окраска валиковой кистью с подачей краски под давлением
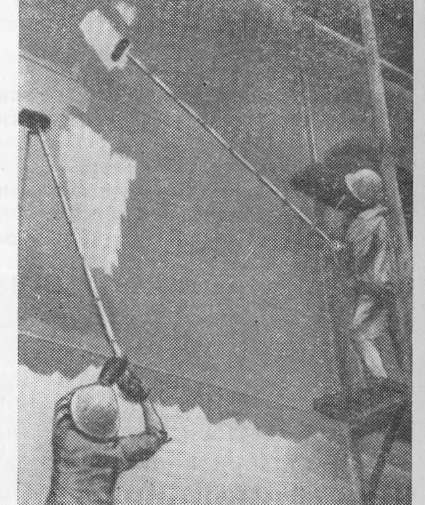
Рис. 20. Окраска борта судна Беликовыми кистями на длинных рукоятках
Валиковые кисти могут быть прямыми, фигурными или фасонными, что позволяет окрашивать конструкции из труб, по-лособульбы, уголков или тавра.
За рубежом применяют валиковые кисти на длинных рукоятках. Ими окрашивают надводный борт судна, используя для этого подвесные подмости.
Недостаток окраски валиковыми кистями заключается в невозможности тщательного втирания краски в поры и изъязвленные участки поверхности, а также в своеобразном внешнем виде окрашенной поверхности, напоминающем окраску под торцовку, что не всегда приемлемо. В отдельных случаях окраска валиковыми кистями применяется для маскировки имеющихся на поверхности дефектов: неровностей, незашпаклеванных участков и т. д.
Окраска методом окунания заключается в том, что окрашиваемая деталь или предмет медленно погружают в краску, находящуюся в ванне, а затем постепенно вынимают. Избыток краски стекает в ванну или в лоток. Этот метод отличается высокой производительностью, он не требует высококвалифицированных рабочих, но должен находиться под тщательным контролем заводской лаборатории и пригоден для серийных изделий простой конфигурации.
Для окраски окунанием необходимы ванны с мешалкой, фильтры для краски, специальные устройства для захвата, окунания и вынимания окрашенных деталей, вентиляционные установки.
Так как качество и толщина слоя покрытия зависят от вязкости краски, скорости окунания и вынимания деталей из ванны, то режим окраски определяют опытным путем, строго выдерживая установленные параметры в заданных пределах. Если пигмент склонен к быстрому оседанию, то краску перемешивают непрерывно; если в краску введен медленно оседающий пигмент, то ее перемешивают периодически.
Этот способ применяется для окраски вентиляционных труб, якорных цепей и других изделий.
До последнего времени для отделки судовых помещений применяли масляные краски. В настоящее время их начинают заменять различными синтетическими материалами.
Поверхности, окрашенные эмалевыми красками, очень гигиеничны; с них легко удалять пыль и различные загрязнения, их можно мыть мылом или специальными моющими растворами. Основной недостаток этих поверхностей — чрезмерно сильный глянец, который утомляет зрение и требует применения специальных светильников рассеянного света. Чтобы устранить этот недостаток, производят окраску специальной, так называемой мастичной краской под торцовку, при которой окрашиваемая поверхность становится шероховатой. Это достигается ударами щетки-торцовки по свежеокрашенной поверхности. Хорошо торцованная поверхность получается при использовании красок с замедленным или плохим розливом.
В отдельных случаях для окраски под торцовку используют кисти валикового типа гладкие или фигурные. Окрашенную поверхность можно также обрабатывать торцом обычной кисти, но это портит кисть, требует очень много времени, отделка же получается худшего качества. При окраске под торцовку скрадываются незаделанные шпаклевкой мелкие изъяны; окрашенная поверхность начинает рассеивать свет, на ней исчезают неприятные для зрения блики.
При окраске тиксотропными красками следует учитывать их пониженную текучесть вследствие быстрого восстановления первоначальной пастообразной структуры. Поэтому тиксотропные краски на шероховатых поверхностях хорошо заполняют плавные переходы между углублениями и не стекают с выступающих участков. Если же на окрашиваемой поверхности имеются глубокие язвы, то краска может не заполнить их. Этот наиболее слабый участок корпуса окажется не защищенным от дальнейшего поражения коррозией. Перед окраской эти участки необходимо очистить и заделать эпоксидной шпаклевкой.

Рис. 21. Окраска тиксотропными красками шероховатых поверхностей без язв
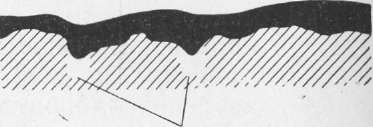
Рис. 22. Окраска тиксотропными красками поверхностей с незаделанными язвами
Для отделки деревянных поверхностей применяют полиэфирные эмали ПФ-225. Они содержат до 80% пленкообразующей основы, состоящей из полиэфирмалеинатных смол и пигментов.
Эмали разводят ацетоном до вязкости 30—35 сек. по вискозиметру ВЗ-4 и наносят двумя слоями на окрашиваемую поверхность. Первый слой сушат 20—30 мин. на воздухе, и 40—45 мин. при температуре 60°С. Второй слой после аналогичной выдержки на воздухе сушат три часа при температуре 60 °С.
Нитроцеллюлозные лаки не разрешается применять для отделки мебели или судовых помещений вследствие высокой горючести их пленок.