Продолжительность работы двигателя без замены изношенных или поврежденных деталей является одним из важнейших факторов его надежности в работе.
Наиболее изнашиваемыми деталями в двигателе являются поршневые кольца и цилиндровые втулки, что объясняется неблагоприятными условиями их работы (высокие температуры и давления, знакопеременная скорость движения поршня, подверженность поверхностей трения воздействию продуктов сгорания топлива и пр.), не позволяющими образовывать между этими парами трения устойчивого гидродинамического слоя смазки.
Причины, вызывающие повышенные износы этих деталей, зависят не только от условий смазки. Они определяются и другими факторами: соответствием цилиндрового масла условиям его работы; качеством применяемого топлива и полнотой его сгорания; качеством материалов деталей ЦПГ; тепловыми и механическими напряжениями, вызывающими нарушения геометрических форм поршня и цилиндровой втулки; зазорами между сопрягаемыми деталями; режимом охлаждения поршней и цилиндров; возможностью свободного расширения втулок „цилиндров двигателей с контурной продувкой; условиями эксплуатации и рядом других. Связывать изнашивание деталей ЦПГ с одним из перечисленных факторов было бы неверным. Его следует рассматривать только в их совокупности.
Различают три вида изнашивания:
— фрикционный износ, вызываемый трением сопрягаемых деталей, разделенных только граничным слоем смазки. При наличии между поверхностями трения достаточно толстого слоя масла, т. е. в условиях гидродинамической смазки, трение между металлами заменяется внутренним трением между слоями жидкости, при котором практически фрикционный износ отсутствует;
— абразивный износ, вызываемый попаданием между трущимися поверхностями абразивного вещества. Им может быть пыль, окалина, сами продукты износа, нагар, некоторые продукты неполного сгорания топлива или зола топлива, продукты срабатывания присадок к маслу и другие инородные вещества. Характерным признаком абразивного изнашивания является повреждение одной или обеих деталей сочленения твердым инородным веществом, попавшим между поверхностями трения этих деталей. Однако часто, когда абразивные частички имеют небольшие размеры, таких, заметных невооруженным глазом, повреждений может и не быть.
Фрикционный и абразивный износы являются по существу механическими или физическими формами повреждения поверхности трения деталей двигателя; коррозионный износ, вызываемый химическим взаимодействием образующихся в цилиндре двигателя водных растворов серной или сернистой кислот и других кислых продуктов с поверхностью металлов деталей двигателя, если они не защищены слоем масла, обладающего нейтрализующим действием.
В зависимости от условий один вид изнашивания может преобладать над другим. Например, попадание в цилиндр двигателя вместе с воздухом, топливом или маслом абразивных веществ может вызвать усиленный абразивный износ, недостаточная подача масла или его низкие смазывающие свойства — фрикционный, а отсутствие в масле необходимых нейтрализующих компонентов при работе дизеля на сернистом топливе — коррозионный.
Совокупное действие всех трех видов изнашивания обычно не превышает для цилиндровых втулок малооборотного дизеля величины 0,02—0,10 мм за 1000 ч работы (большие значения относятся к работе на высокосернистых остаточных топливах). Однако в практике эксплуатации судовых малооборотных дизелей встречаются такие случаи изнашивания цилиндровых втулок и поршневых колец, когда износ в десятки раз превышает допускаемые нормы. Этому вопросу посвящены специальные исследования, авторы которых в большинстве случаев приходят к выводу, что интенсивный или аварийный износ может быть вызван многими причинами или совокупным действием некоторых из них. Однако, вне зависимости от вызвавших его обстоятельств, резкое возрастание скорости изнашивания цилиндровых втулок и поршневых колец может наступить только при отсутствии между этими парами трения слоя смазочного масла или недостаточной прочности прилипания (адгезии) его к поверхности металла.
При наличии между поверхностями трения даже очень тонкого граничного слоя смазки, толщина которого не превосходит нескольких микрометров, трение носит чисто механический характер (фрикционный износ). При таком трении микрошероховато-сти сопрягаемых поверхностей, разделенные слоем смазки, непосредственно не контактируют друг с другом. Износ поверхностей трення является результатом соударения микровыступов, в результате которого может произойти их пластическая деформация (смятие) или отрыв микровыступов от поверхности металла. Место отрыва сразу же покрывается масляной пленкой, и состояние поверхностей трения, в результате такого характера износа, не ухудшается.
Под влиянием различных обстоятельств на зеркале цилиндровой втулки или на поверхности трения поршневых колец могут появиться участки, не покрытые масляной пленкой. На этих участках трение будет носить характер молекулярного взаимодействия металлов пары трения. При этом микрошероховатости двух скользящих поверхностей, как это показано на рис. 60, соприкасаются между собой (а), в точках соприкосновения происходит местное мгновенное повышение температуры, которое вызывает сварку выступов (б) с последующим отрывом одного из них (в). Высокая температура сваривания, а затем последующее быстрое охлаждение сопровождаются поверхностной закалкой металлов. В местах схватывания образуется твердый тонкий слой металла, твердость которого превосходит твердость неповрежденной поверхности в 4—5 раз.
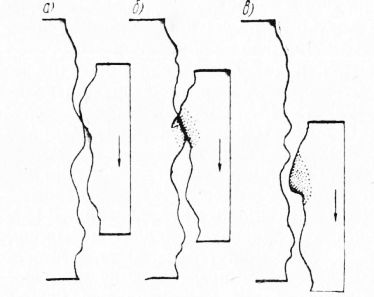
Рис. 1. Взаимодействие поверхностей трения при отсутствии между ними смазочного слоя:
а — соприкосновение; б — сварка микровыступа; в — отрыв микровыступа
В отличие от повреждений, вызываемых попаданием в цилиндр абразивных веществ в виде легко ощутимых на ощупь царапин, рисок и глубоких задиров, микросхватывание в его начальной стадии обнаруживается по потемнению зеркала цилиндра. Эти потемнения происходят из-за образования лака в микровпадинах.
При нормальной работе поршневых колец их рабочая поверхность слегка закругляется, принимая форму бочонка, что способствует гидродинамическому скольжению поршневых колец по зеркалу цилиндра, если на нем находится достаточный слой масла.
При микросхватывании происходит быстрое изнашивание поршневых колец, их поверхность становится цилиндрической, фаски на кольцах исчезают и образуются острые заусенцы на верхних и нижних кромках колец. Эти заусенцы соскребывают масло с зеркала цилиндра, что еще в большей степени усиливает износ цилиндровой втулки и самих колец.
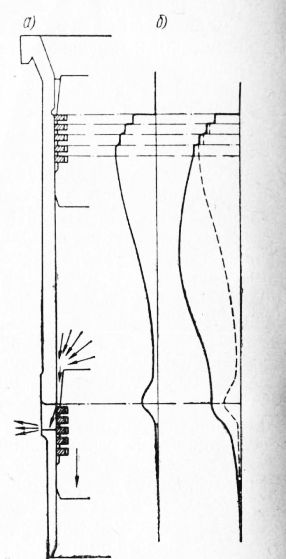
Рис. 2. Эпюры изнашивания цилиндровой втулки малооборотного дизеля
Эпюры износа втулки цилиндра с нормальным и интенсивным изнашиванием резко отличаются друг от друга. Когда в цилиндре двигателя обеспечены хорошие условия смазки, то наибольшее изнашивание, как это показано на рис. 61, а, имеет место в верхней части втулки, в районе остановки поршневых колец, при положении поршня в в. м. т. Заметный износ также наблюдается и в нижней части втулки, в небольшом по высоте поясе, расположенном сразу над продувочными окнами.
Повышенный износ в верхней части втулки объясняется более высокой температурой стенки цилиндра и газов в этом месте, высокими давлениями колец на зеркало цилиндра и остановкой поршня, нарушающей гидродинамические условия смазки и сплошность масляного слоя между кольцами и втулкой. Последнее обстоятельство сказывается также и на увеличенном износе в нижней части втулки. Кроме того, в этом месте происходит сдувание масляной пленки, так как обычно к началу открытия продувочных окон верхним поршневым кольцом давление расширяющихся в цилиндре газов несколько выше давления продувочного воздуха.
Если в цилиндре двигателя не создаются условия, обеспечивающие сохранение на зеркале цилиндра масляной пленки, то максимальный износ будет иметь место в средней части хода поршня и цилиндровая втулка будет изнашиваться бочкообразно.
Наиболее частой причиной возникновения повышенных износов цилиндровых втулок и поршневых колец является их нагрев до таких температур, при которых происходит испарение масляной пленки с поверхности металла. Проведенные на двигателе Бур-мейстер и Вайн 884VT2BF180 замеры температур поршневых колец показали, что при нагреве свыше 175 °С износ колец, а также и цилиндровых втулок начинает постепенно возрастать, а при температуре 200 °С и выше на отдельных участках становится интенсивным. Заметное влияние на износ оказывает состояние цилиндровых втулок: если они не имеют значительной выработки, их износ начинает заметно повышаться при температуре верхней перемычки между поршневыми кольцами свыше 180 °С, при изношенной втулке—160 °С.
Местный перегрев цилиндровой втулки является одной из причин, вызывающих микросхватывание на ее отдельных участках. Так, в двигателях Бурмейстер и Вайн 550VTBF110, при полной эксплуатационной нагрузке и постоянном и равномерном вращении поршневых колец (частота вращения 0,14-1,0 мм/с), средняя температура зеркала цилиндра в верхней части составляет 165— 190 °С. При потере поршневыми кольцами подвижности и совмещении их замков температура втулки на участках, расположенных против замков поршневых колец, возрастает до 280 °С. Местный перегрев цилиндровой втулки может явиться результатом ее неравномерного охлаждения. На рис. 2 (показана эпюра изнашивания цилиндровой втулки, в которой против места подвода воды в зарубашечное пространство не установлен отражатель, сообщающий воде вращательное движение. Чрезмерный износ в переохлажденной части втулки является следствием коррозии, вызванной конденсацией растворов серной кислоты, вследствие снижения температуры поверхности зеркала цилиндра ниже температуры точки росы смеси паров серной кислоты и воды.
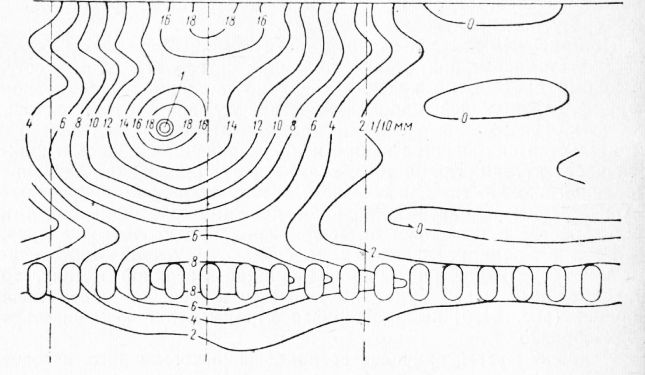
Рис. 3. Эпюра изнашивания цилиндровой втулки малооборотного дизеля при недостаточной интенсивности циркуляции охлаждающей воды
Причиной появления интенсивных износов цилиндровых втулок и поршневых колец может явиться неправильный режим обкатки двигателя после его сборки на стенде дизелестроительного завода, по окончании ремонта двигателя, при разборке отдельных цилиндров двигателя для замены изношенных деталей или проведения моточистки и пр. Обкатка двигателя имеет целью привести чистоту обработки поверхностей сопрягаемых деталей, их геометрическое расположение друг относительно друга и структуру поверхностных слоев металла в такое состояние, при котором двигатель мог бы в течение длительного времени нести необходимые эксплуатационные нагрузки при износах деталей, не превосходящих допускаемых норм.
Во время обкатки происходит приработка сопрягаемых поверхностей. Грубо обработанные поверхности становятся чище, слишком чисто обработанные-—более грубыми, что способствует лучшему удержанию на поверхности металла граничного слоя смазки. По окончании процесса приработки сумма неровностей поршневых колец и рабочей поверхности цилиндровой втулки составляет в среднем 0,7—1,0 мкм.
Устранение в процессе приработки допущенных при изготовлении неточностей в геометрии деталей и всегда возникающих нарушений во взаимном их расположении даже при самом тщательном монтаже во время сборки двигателя увеличивает площадь контакта поверхностей трения и снижает тем самым контактные давления между ними. Нагрузка на двигатель в процессе обкатки должна повышаться постепенно, с тем чтобы исключить микросхватывание поверхностей трения. При постепенном росте нагрузки на двигатель или обкатываемый цилиндр, которая в начале обкатки не должна превышать 40—50% номинальной, и обильной смазке маслом с высокими смазочными свойствами будет происходить пластическая деформация микровыступов — они будут сминаться, структура металла будет измельчаться, и появится наклеп, повышающий износостойкость деталей. Режимы и продолжительность обкатки двигателя обычно устанавливаются инструкциями дизелестроительных фирм и подробно освещены в специальной литературе. Они зависят от причин, вызвавших обкатку, а также от материала, из которого изготовлены детали, качества их обработки и сборки, применяемых для работы двигателя сортов топлива и смазочного масла и ряда других факторов. При правильно выбранном режиме обкатки скорость изнашивания прирабатываемых поверхностей превышает эксплуатационную до 3—5 раз. Повышением скорости изнашивания достигается сокращение периода приработки дизелей, что улучшает эксплуатационные показатели работы судна.
При повышенных скоростях изнашивания всегда существует опасность, что вместо приработки поверхностей трения может произойти ухудшение их состояния. Под влиянием ряда причин (неправильно выбранный режим обкатки, недостаточная подача в цилиндр масла, плохое распыливание топлива, низкая компрессия, малое давление продувочного воздуха и пр.) на отдельных участках цилиндровой втулки и поршневых колец температура поверхностей трения может превысить допустимые для применяемого сорта масел значения, что неизбежно вызовет микросхватывание металлов.
Процессы микросхватывания, особенно если они протекают недостаточно интенсивно, не всегда могут быть замечены во время обкатки двигателя или по ее окончании. В тех цилиндрах, где они имеют место, неизбежно возникновение интенсивных износов в процессе дальнейшей эксплуатации двигателя.
Во время обкатки двигателя большое значение приобретает правильный выбор сорта применяемого топлива и цилиндрового масла.
Наиболее благоприятные условия, с точки зрения приработки поверхностей трения, создаются при работе двигателя на дистил-лятных дизельных топливах, работа на которых способствует большей полноте сгорания, меньшему нагреву деталей ЦПГ и минимальному отложению нагаров в камере сгорания и на головке поршня. Кроме того, эти топлива имеют небольшую зольность, которая при повышенном ее содержании может явиться причиной возникновения натиров на зеркале цилиндра и поверхностях трения поршневых колец, сопровождающихся микросхватыванием металлов и неизбежным ростом изнашивания.
Отрицательным последствием применения при обкатке малооборотного двигателя дизельных топлив является ухудшение эксплуатационных показателей судна, вызываемых повышенной стоимостью этих топлив и, главным образом, более продолжительным периодом работы двигателя на пониженной частоте вращения.
Ускоренной приработки деталей ЦПГ двигателя при его обкатке на дизельном топливе можно достигнуть, добавляя в топливо специальную присадку.
При горении топлива, содержащего такую присадку (например, растворимые в топливе соединения хрома или алюминия), в камере сгорания скапливаются абразивные вещества, ускоряющие приработку поршневых колец к цилиндровой втулке. Такие присадки хорошо себя зарекомендовали при обкатке тронковых двигателей. Для малооборотных дизелей они оказались малоэффективными.
В качестве цилиндрового масла большинство дизелестроитель-ных фирм, с целью ускорения приработки, рекомендуют в период обкатки двигателя применять чисто минеральные масла и при этом повышать их дозировку на 30—50%- Недостаток использования таких масел — увеличенное образование лаков и нагаров на деталях цилиндра вследствие их низких противонагарных свойств. Как известно, с увеличением подачи в цилиндр масел, не содержащих детергентных присадок, нагарообразования на деталях цилиндра возрастают, в то время как при повышении до известных пределов дозировки масел, содержащих противонагарные присадки, отложения лаков и нагаров в цилиндрах уменьшаются и улучшается подвижность поршневых колец.
Для ускорения обкатки малооборотного двигателя фирма Шелл выпустила специальное обкаточное цилиндровое масло Шелл раннинг ойл.
Это масло вязкостью 18 сСт при 100°С имеет высокую щелочность (50 мг КОН/г) и хорошие противонагарные свойства, что позволяет обкатку двигателя производить на тех топливах, на которых двигатель работает в эксплуатации, в том числе на тяжелых высокосернистых. Ускорение приработки, снижение износов и улучшение качества поверхности достигаются предварительной обработкой цилиндровых втулок и поршневых колец (перед сборкой двигателя) пастой или порошком дисульфида молибдена (пасту дисульфида молибдена на предварительно обезжиренную поверхность металла наносят втиранием, порошок — втиранием или рас-пыливанием). Дисульфид молибдена, как и некоторые другие твердые смазочные материалы (графит, слюда, тальк, дисульфид вольфрама и пр.), имеет слоистую структуру с различной прочностью связей между атомами в различных направлениях. В дисульфиде молибдена слой атомов молибдена расположен между двумя слоями атомов серы, причем связь между атомами, расположенными в параллельных плоскостях, чрезвычайно слаба, в то время как в самом слое атомы связаны между собой весьма прочно. Таким образом, при наличии на поверхностях трения слоя дисульфида молибдена трение между деталями заменяется перемещением одних слоев дисульфида молибдена относительно других, имеющих очень малое сопротивление сдвигу между собой. В то же время слои дисульфида молибдена способны выдерживать высокие нормальные нагрузки, препятствуя тем самым контакту микровыступов поверхностей трения. Обработка поверхностей трения деталей ЦПГ перед их сборкой дисульфидмолибденовыми препаратами является весьма эффективным средством предупреждения интенсивных износов и находит довольно широкое применение на судах. Эффективность действия дисульфидмолибденовых препаратов, выпускаемых в виде порошков, паст и аэрозолей, во многом зависит от дисперсности частиц дисульфида молибдена. Оптимальная их величина составляет 0,5—2,0 мкм.
Весьма эффективным средством, улучшающим взаимную приработку поршневых колец и цилиндровых -втулок, является добавка коллоидного графита к маслу, применяемому во время обкатки двигателя. Добавка коллоидного графита увеличивает прочность граничных слоев смазки, способность пленки масла выдерживать повышенные нагрузки и улучшает микроструктуру поверхностей трения металлов. Ускорить приработку можно также добавлением в масло 0,8—1,2% растворимой или коллоидной серы.
По окончании обкатки двигателя рабочие поверхности поршневых колец и цилиндровой втулки должны иметь совершенно гладкую поверхность, без рисок, царапин, натиров и других дефектов, а также следов лаковых отложений на отдельных участках. Отсутствие лаковых отложений является показателем плотности прилегания колец к зеркалу цилиндра.
Одной из возможных причин возникновения интенсивных износов цилиндровых втулок и поршневых колец в процессе эксплуатации двигателя является закоксовывание поршневых колец или их поломка. Поэтому предупреждение или своевременное обнаружение этих явлений важно не только с точки зрения обеспечения нормальной работы двигателя, но и является одной из мер по профилактике интенсивных износов.
Если поршневые кольца потеряли подвижность или произошла их поломка, в образующиеся между кольцами и втулкой зазоры с большой скоростью из камеры сгорания в подпоршневое пространство перетекают горячие газы, сдувая, испаряя и окисляя масляную пленку, находящуюся на зеркале цилиндра.
Заедание поршневых колец в их канавках может быть вызвано заполнением зазора между кольцом и канавкой углеродистыми отложениями, что происходит при перегреве поршня или применении для смазки цилиндров масла с низкими противонагарными свойствами. Потеря подвижности колец может быть также вызвана недостаточной величиной зазоров между кольцом и канавкой, ограничивающих поступление газов в закольцевое пространство. При нормальном зазоре давление этих газов на кольца намного превосходит силы упругости самого кольца и прижимает последнее к зеркалу цилиндра.
Давление газов снаружи кольца может оказаться больше суммарного давления сил упругости кольца и газов, находящихся в закольцевом пространстве, и в том случае, когда кольца перекошены или с их кромок сняты слишком большие фаски. Это может произойти и при неплотном прилегании кольца к нижнему торцу кольцевой канавки, вызывающем утечку газов. Оно может иметь место при неправильных геометрических формах колец или канавок, а также при попадании под кольцо нагаров. Вдавливание кольца в канавку происходит и при неравномерной выработке цилиндровых втулок по окружности, когда кольцо на значительной части своей рабочей поверхности подвержено давлению газов.
Появление интенсивных, быстро прогрессирующих износов может быть вызвано радиальной вибрацией колец. Последняя может наступить при неравномерной выработке втулки цилиндра и полностью подвижных кольцах. При радиальной вибрации, когда кольцо с большой частотой то вдавливается в канавку поршня, то прижимается к зеркалу цилиндра, происходит усиленная утечка газов через кольца, вызывающая нарушение целостности масляной пленки на зеркале цилиндра. При длительной вибрации колец возможна их поломка в результате усталостных напряжений.
Чтобы предупредить интенсивный износ цилиндровых втулок и поршневых колец, во время эксплуатации двигателя особое внимание необходимо уделять системе цилиндровой смазки. Неисправности в работе этой системы (заклинивание плунжеров лубрикатора, неплотная посадка клапанов, трещины в маслопроводах, повреждение масляных штуцеров в цилиндровой втулке или их закоксовывание и пр.), которые могут вызвать уменьшение или полное прекращение подачи в цилиндр масла к отдельным точкам смазки, являются причиной местного изнашивания зеркала цилиндра. Небольшое локальное изнашивание, если вовремя не будут устранены причины, его вызвавшие, может распространиться на большую часть рабочей поверхности втулки и поршневых колец.
К числу возможных причин возникновения интенсивных износов цилиндровых втулок и поршневых колец можно также отнести нарушение их формы, вызванное тепловыми или механическими перегрузками, недостаточную величину зазора между поршнем и втулкой, между цилиндровым блоком и втулкой в местах ее посадки (верхний бурт, пояс газораспределительных окон).
В целях профилактики интенсивных износов необходимо принять меры предотвращения попадания в цилиндр двигателя вместе с воздухом абразивных веществ, что может произойти в результате грузовых операций с сыпучими грузами. Попадая между кольцами и цилиндровой втулкой, абразивы, если они находятся в большом количестве, сдирают с поверхностей трения масляную пленку и испещряют зеркало цилиндра многочисленными рисками, царапинами и другими повреждениями, что создает предпосылки для возникновения интенсивных износов. Такое же действие может оказать нагар, находящийся на боковой поверхности поршней, если он соприкасается с зеркалом цилиндра и обладает абразивными свойствами. Поэтому применение для смазки цилиндров масел, образующих при попадании на головку поршня абразивные нагары, не должно допускаться.
Особое внимание должно уделяться тепловому состоянию двигателя. Необходимо избегать: продолжительных перегрузок . двигателя; нарушений в работе топливоподающей системы, вызывающих некачественное распыливание топлива, в результате которого замедляется процесс его сгорания или происходит смывание или разжижение топливом масляной пленки при попадании капелек топлива на зеркало цилиндра; падения давления продувочного воздуха; высоких температур воды и масла, охлаждающих цилиндровые втулки, поршни и продувочный воздух; обстоятельств, вызывающих повышение температуры деталей.
При перегреве цилиндровой втулки, поршневых колеи или поршня разделяющая их пленка масла может испариться или окислиться до лакообразного состояния, что неизбежно вызовет микрозадиры поверхностей, являющиеся первой стадией процесса возникновения интенсивных износов. Их появление сопровождается повышением содержания продуктов износа в масле, стекающем со стенок цилиндра в подпоршневую полость. Поэтому периодический контроль содержания железа в отработавшем цилиндровом масле дает возможность определить начало возникновения интенсивных износов и принять необходимые меры к их прекращению.