Переборки, борт и подволок жилых, служебных и общественных помещений зашивают щитами из клееной фанеры. Практически наиболее часто применяют зашивку щитами, облицованными строганой фанерой ценных древесных пород (дуба, ясеня, ореха, красного дерева и пр.).
Зашивку щитами, фанерованными ценной древесной породой (например, орехом, красным деревом, лимоном), как наиболее художественный вид отделки помещений, применяют в кают-компаниях, салонах отдыха, помещениях капитана и каютах старшего командного состава. Щиты изготовляют непосредственно в цехе из клееной фанеры толщиной 12 мм, столярной плиты толщиной 16 мм, строганой фанеры толщиной 1 мм и березового шпона толщиной 1,15 мм.
Размеры щитов по ширине и высоте определяются технологической службой цеха. Ширина щитов должна обеспечивать возможность механизированной отделки и симметричного размещения иллюминаторов. Кромки щитов обрабатывают на фрезерном станке, получая на одной кромке шпунт, на другой — гребень. Гребень одного щита должен плотно входить в шпунт другого. Текстура щитов и панелей должна иметь одинаковый цвет и рисунок, что обеспечивают в процессе набора строганой фанеры. После фанерования щиты маркируют, указывают номер щита, чертежа помещения и заказа. Перед отделкой, после зачистки и шлифования фанерованные щиты рекомендуется выставлять в цехе в порядке последовательности их монтажа на судне для предъявления техническому контролеру.
Щиты зашивки подают на судно с припуском по высоте помещения. В процессе монтажа обычно последний (забойный) щит, как правило угловой, подгоняют, подстрагивая кромку вручную рубанком.
Щиты прикрепляют к обрешетнику оцинкованными шурупами A3 X 18 с потайной головкой и шагом по высоте 200 мм. Монтируют щиты последовательно: сначала крепят один, затем другой гребнем плотно заводят в шпунт первого, а губку другой кромки второго щита крепят шурупами к обрешетнику и тЛд. Очень важно, чтобы поверхность всех брусков обрешетника со стороны зашивки щитами была в одной плоскости, без провесов.
Подволок зашивают щитами из клееной фанеры толщиной 6 мм и крепят к обрешетнику оцинкованными шурупами (ГОСТ 1145—60) с шагом 125—175 мм в зависимости от размера щита. Съемные щиты крепят шурупами по ГОСТ 1146—60. Откидные щиты устанавливают по коридорам. Конструкция этих щитов рамочная, реже — щитовая. Рамочные щиты вяжут на прямой открытый шип и обивают с одной (лицевой) стороны листовым материалом из АМГ толщиной 2 мм. Бруски рамки откидного щита пропитывают антипиреном № 13. Откидные щиты навешивают на петли и закрывают на задрайки. При монтаже откидных щитов рекомендуется устанавливать фриз, который позволяет унифицировать размеры щитов по ширине и выравнивать их.
Узлы крепления щитов зашивки переборок, борта и подволока показаны на рис. 1.
Щиты зашивки переборок по стыкам крепят шурупами 4 × 22 мм (ГОСТ 1145-60).
Раскладки, карнизы и наличники, применяемые при такой отделке помещений, изготовляют из твердолиственных пород, покрытых масляным лаком с располировкой. Крепление их к щитам и обрешетнику производится шурупами 4×40 мм С полупотайной головкой и шагом 250 мм. Отделочные профили крепятся также гвоздями, головки гвоздей должны быть сплющены и утоплены на глубину 2 мм и затерты воском.
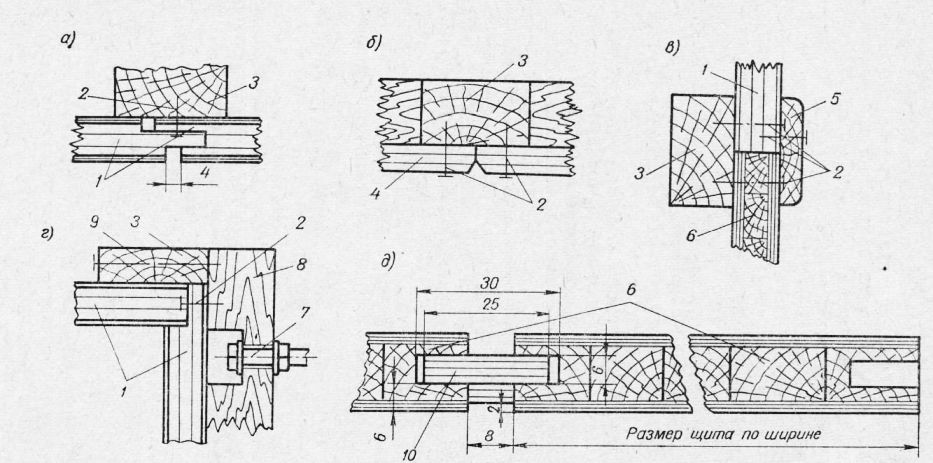
Рис. 1. Узлы крепления щитов зашивки переборок и подволока:
а — зашивка переборок; б — зашивка подволока; в — крепление щита и панели; г — угловое крепление щитов;“ д— конструкция и крепление щитов зашивки из столярной плиты.
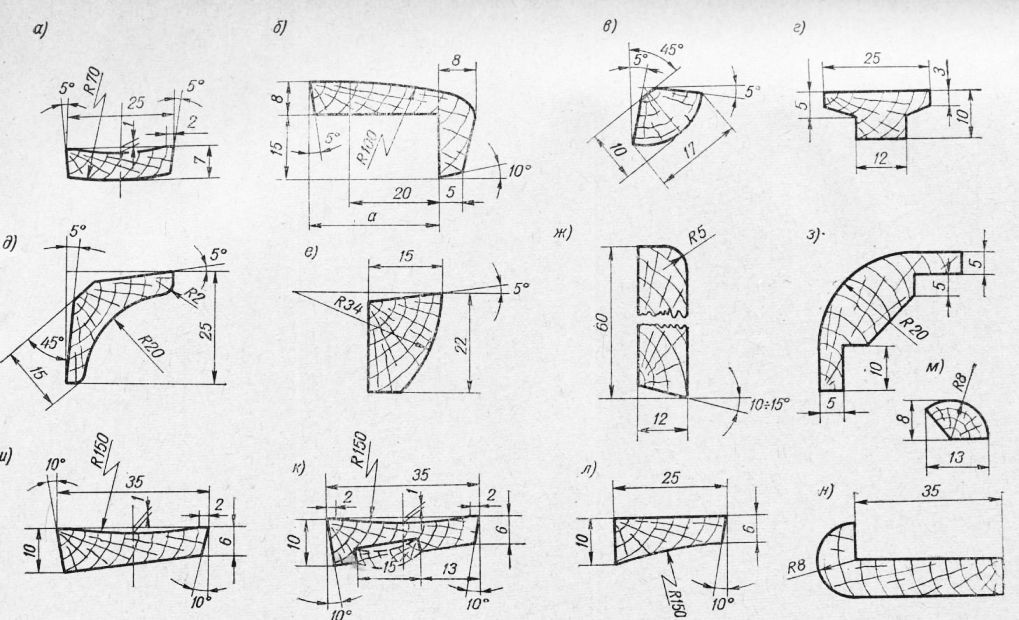
Рис. 2. Сечения деревянных профилей, применяемые при отделке помещений: а — раскладка на стык щитовои зашивки; б — раскладка на кромки щитов; в, д — раскладки на внутренний угол; г, з, м — раскладки; е — карниз; ж—плинтус; и, к — наличники дверные; л, н — наличники иллюминаторные.
При серийной постройке судов технологический процесс зашивки помещений щитами упрощается вследствие уменьшения объема разметочных работ, совершенствования приемов выполнения операций, более широкого применения механизированного инструмента и т. д.
Высокую производительность труда и отличное качество работ обеспечивают правильной расстановкой рабочей силы и организацией труда. Обычно столяры-монтажники работают бригадами в 3—4 человека.