На универсально-фрезерных станках крепление обрабатываемых деталей обычно производится вручную посредством болтов с планками или шпилек с гайками. Такой способ крепления малопроизводителен и трудоемок для станочника. Пневматический универсальный прижим позволяет быстро и надежно закрепить на столе станка различные по форме и размерам детали. Универсальность прижима достигнута конструктивным исполнением его на вертикальной и горизонтальной подвижных штангах. При давлении воздуха в сети 5 кг/см2 рабочее усилие прижима равно 85 кг. На столе универсально-фрезерного станка рекомендуется устанавливать два таких прижима.
Рис. 1. Электротельфер.
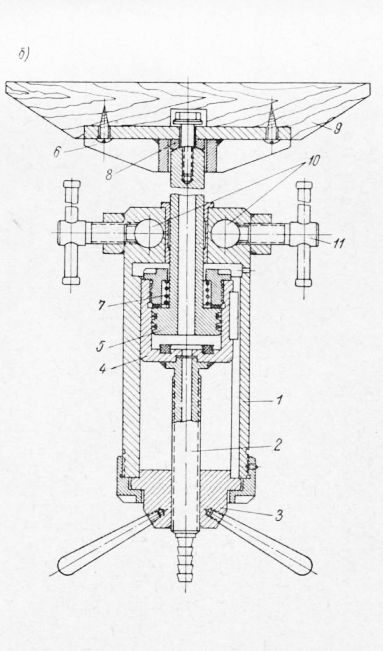
Рис. 2. Пневматические прижимы к деревообрабатывающим станкам:
а — универсально-фрезерному; б — цепнодолбежному.
Прижим работает следующим образом. Кронштейн предназначен для крепления прижима к столу станка. По вертикальной штанге по мере надобности может двигаться вверх, вниз и поворачиваться на 360° хомут, в котором перемещается на нужный вылет горизонтальная штанга. Фиксация прижима осуществляется болтами. На конце горизонтальной штанги своим корпусом напрессован пневматический цилиндр. Для предотвращения утечки воздуха, подаваемого по каналу в штанге, на конце ее предусмотрены кольцевые риски. Перед запрессовкой штанги в корпус прижима кольцевые риски обмазывают эпоксидным клеем. Для возврата поршня в исходное положение предназначена пружина. На конце штока закреплена пята с шаровой опорой, что позволяет устанавливать пяту под некоторым углом. На конце пяты приклеена резиновая прокладка, предохраняющая закрепляемую деталь от вмятин. Подача воздуха к прижиму осуществляется обычно пневматическим краном, который устанавливают в удобном для рабочего месте.
На цепнодолбежных станках крепление обрабатываемых деталей производится пневматическим прижимом. Прижим устроен и работает следующим образом. В корпусе У посредством резьбового валика и гайки-штурвала может перемещаться пневматический цилиндр с поршневым штоком и прижимной лапой. Перемещение необходимо для настройки прижима на размер, зависящий от толщины обрабатываемой детали.
Пружина предназначена для возврата поршневого штока в исходное положение при отключении сжатого воздуха. Шаровая опора 8 позволяет прижимной лапе покачиваться на некоторый угол в любую сторону, обеспечивая этим равномерный прижим. Деревянная накладка предохраняет закрепляемую деталь от повреждений. Прижим крепится к столу станка на двух параллельных штангах, по которым его корпус можно поднимать или опускать. Положение корпуса прижима фиксируется болтами посредством рукояток.
Предварительная настройка прижима на размер производится вручную винтом, а окончательное крепление детали осуществляется пневматическим зажимом. Рабочий ход поршня 10 мм. Толщина закрепляемых деталей от 20 до 100 мм. При давлении воздуха в сети 5 кг/см2 рабочее усилие прижима составляет 85 кг. Подача воздуха осуществляется обычным пневматическим краном.