Несмотря на большое количество различного рода краскораспылителей и устройств, позволяющих механизировать окрасочные работы, на судостроительных и судоремонтных заводах, а также в процессе эксплуатации судов многие виды окрасочных работ производятся вручную кистями.
Одна из основных причин невозможности полного отказа от окраски кистями заключается в том, что качество пленки грунта, нанесенного кистью или краскораспылителем, различно. В последнем случае оно, как правило, бывает ниже. Поэтому грунты (за исключением грунтов специального типа) всегда наносят кистями. При этом обеспечивается хорошее втирание краски во все поры и углубления на окрашиваемой поверхности, вытеснение воздуха и заполнение грунтом всех пустот на металле. Кроме того, незначительный слой влаги, оставшийся на загрунтованной поверхности, при кистевой окраске образует эмульсии и не снижает адгезию краски.
При нанесении грунта механизированным способом не удается добиться такой высококачественной коррозионной защиты, как при нанесении кистями.
Кисти являются основным инструментом при окрасочных работах. Поэтому от качества кистей и правильности их выбора зависит быстрота работы и надежность окраски.
Кисти высокого качества для малярных работ изготовляют из свиной щетины, барсучьего, беличьего или хорькового волоса. В кисти низкого сорта к свиной щетине добавляют до 15% конского волоса; кисти, изготовленные полностью из конского волоса, относятся к низшим сортам. Свиная щетина является лучшим материалом для изготовления кистей. Она очень упруга, износоустойчива и обладает малой сминаемостью. Это позволяет более сильно нажимать на кисть, не деформируя ее.
При малярных работах применяют кисти следующих типов: маховые, ручники, флейцы, филеночные (плоские и круглые), щетки-торцовки, трафаретные.
Маховые кисти КМ — большие щетинные кисти в металлической оправе, насаженные на рукоятку длиной до 1,5 м. Они изготавливаются различных размеров и маркируются в зависимости от диаметра или ширины цанги (60, 60А, 60Б, 65, 65А, 65Б, 70). Эти кисти применяются при окраске поверхностей больших размеров. Перед работой обычную маховую кисть расклинивают и обвязывают шнуром или шпагатом. Это делает кисть более упругой и, следовательно, улучшает качество окраски. По мере износа кисти шпагат разматывают. Так же применяют и плоскую кисть на короткой рукоятке.
Обвязку кистей начинают с наложения на торец щетины петли из короткого обрезка шпагата. Затем концы петли завязывают на рукоятке. Из длинного обрезка шпагата делают петлю для морского узла, которую надевают на щетину. Часть короткого конца узла поднимают кверху, при этом получается петля. Обвязывают кисть длинным концом шпагата. В процессе обвязки витки шпагата прижимают плотно вниз. По окончании обвязки длинный конец шпагата заводят в петлю, а короткий конец подтягивают к кольцу кисти, и оба конца завязывают вокруг рукоятки под щетиной.
Кисти-ручники КР-1 и КР-2 —наиболее распространенный тип кистей. Они бывают различной формы и проколотки — кисти, у которых щетина закрепляется металлическими кольцами при помощи пресса. Кисти круглой вязки имеют деревянную оправу с высверленным отверстием, в которое вставляется щетина, укрепляемая клеем, не разрушающимся водой и растворителями.
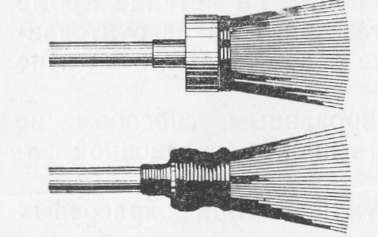
Рис. 1. Маховые кисти
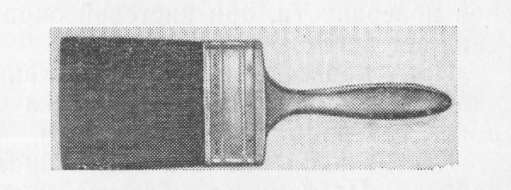
Рис. 2. Плоская кисть для окраски больших поверхностей размеров:
Внутри ручников остается пустое отверстие, лишь отчасти заполняемое пробкой при перевязке кисти; оно является как бы запасным резервуаром для краски и облегчает работу маляра.
Размеры ручников обозначают четными номерами (проколотки от 4-го номера до 16-го; круглой вязки от 16-го до 30-го). По некоторым данным износ кистей колеблется в пределах 0,3— 0,5 г на 1 ж2; он зависит от рода окрашиваемой поверхности.
Для окрашивания по трафарету применяют специальные трафаретные кисти, отличающиеся от ручников более короткой и жесткой щетиной с тупым обрезом. Кисти этого типа не обвязывают.
Филеночные кисти КФК (круглые) и КФП (плоские) делают небольшого размера, закрепляя щетину в металлической оправе. Они нумеруются от № 2 до № 22.
Флейцы КФ делают из барсучьего волоса и применяют для улучшения внешнего вида (флейцевания) поверхностей, окрашенных краской с плохим розливом. С помощью флейцев можно устранить -следы штрихов от кисти и получить гладкую, ровную поверхность.
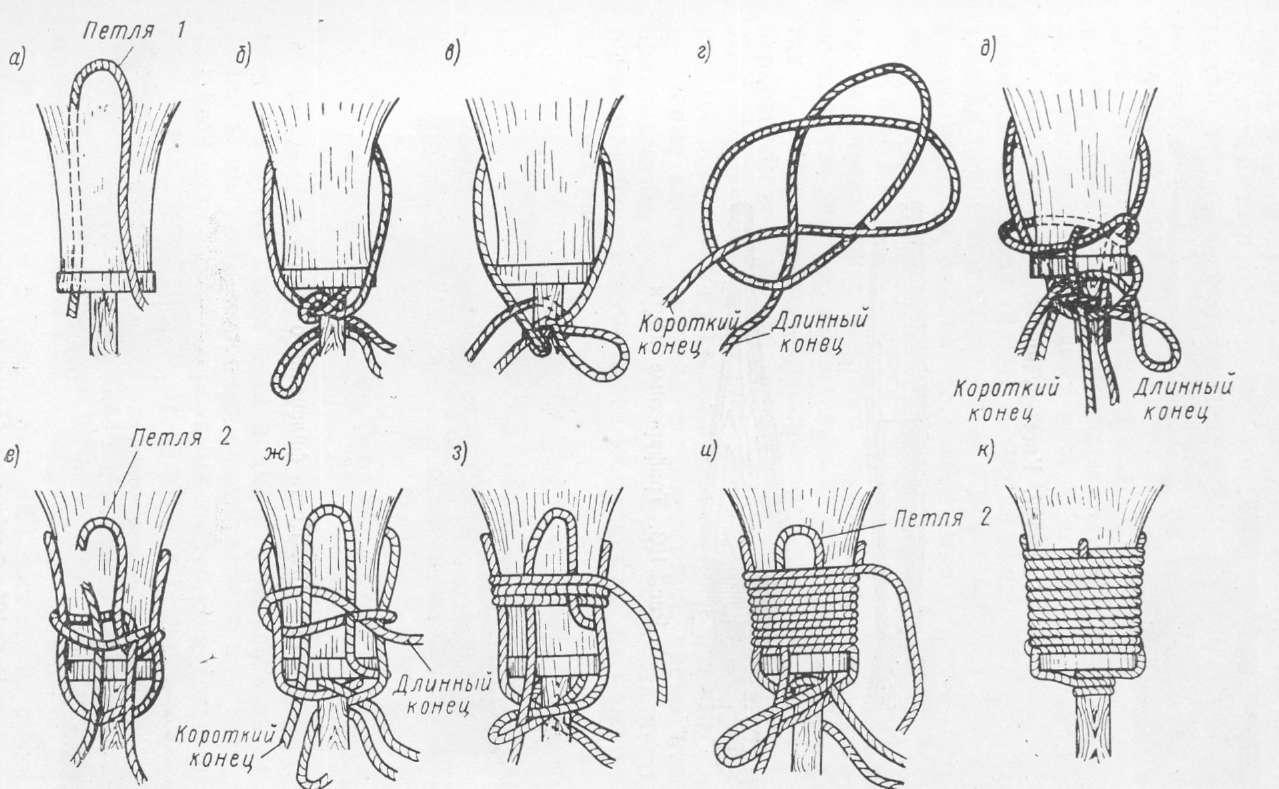
Рис. 3. Обвязка кисти шпагатом:
а — наложение петли 1; б, в—завязка петли на рукоятке; г — петля для морского узла; д — наложение петли для морского узла на кисть; е — образование петли 2; ж, з — обвязывание кисти шпагатом; и, к — завязывание концов шпагата вокруг рукоятки кисти
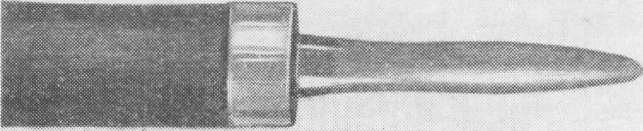
Рис. 4. Кисть-ручник
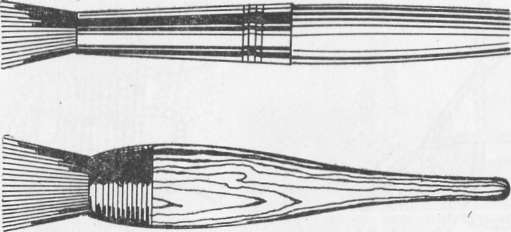
Рис. 5. Трафаретные кисти

Рис. 6. Кисть филеночного типа

Рис. 7. Флейцы из барсучьего волоса
Кисти-торцовки ЩТ, по виду напоминающие щетки, употребляют не для окраски, а для обработки поверхности, окрашенной специальной масляной краской. При этом получается поверхность со своеобразным внешним видом. Обработка торцовкой уменьшает глянец покрытия, уничтожает неприятные блики, появляющиеся на гладких поверхностях при искусственном освещении. Обычные размеры торцовок 8×18 и 9×29 см. Иногда прибегают к торцеванию при помощи ручников, однако это требует много времени.
Колонковые кисти из барсучьего, беличьего или хорькового волоса используются при художественных работах и при разделке окрашиваемых поверхностей под ценные породы дерева.
Для этой же цели применяют разделочные кисти. На рис. 10 показана кисть для удаления пыли.
Новые кисти рекомендуется некоторое время использовать при подготовительных работах. После того, как кисти немного обработаются и станут более эластичными, их можно применять для любых работ.

Рис. 8. Разделочные кисти
Попытки механизировать окрасочные работы путем подачи краски в ручку кисти пока надежных результатов не дали. Не удалось получить хороших результатов и при использовании для этой цели механизированных кистей с круговым вращением. Эти кисти не обеспечивают нанесения ровного слоя краски на поверхность.
В последние годы появились кисти валикового типа, применение которых позволило повысить производительность труда маляров.
Валиковая кисть состоит из ручки, металлического бугеля, конец которого несколько загнут, что предотвращает соскальзывание кисти, валика из пластмассы, на который -натягивается кисть из цигейки, двух гаек, обеспечивающих надежное закрепление кисти не валике, трубки 6 из пластмассы с резьбой на концах (на нее навинчивают гайку с шайбой). На кисти видны две канавки, образовавшиеся при подстригании концов кисти для придания ей полукруглой формы.

Рис. 9. Кисть-торцовка
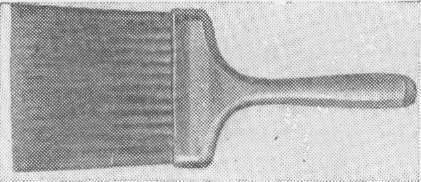
Рис. 10. Кисть для удаления пыли
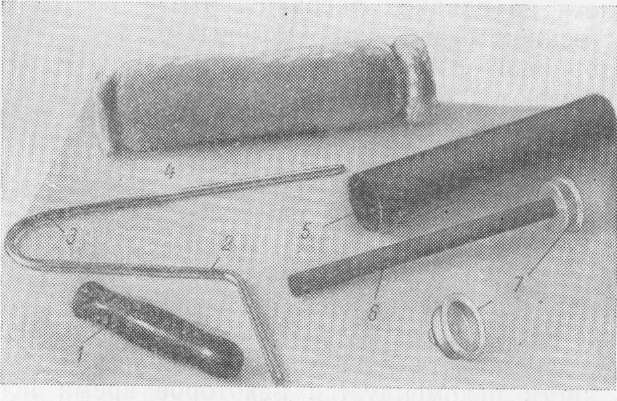
Рис. 11. Детали обычной кисти валикового типа
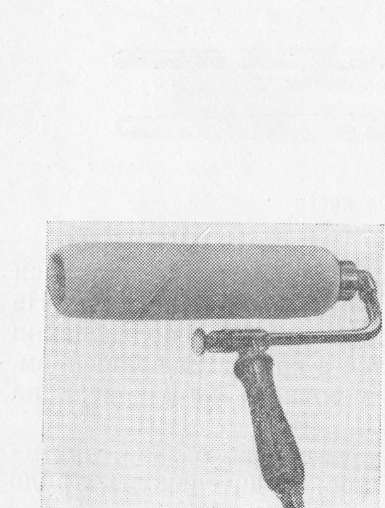
Рис. 12. Кисть валикового типа с непрерывной подачей краски
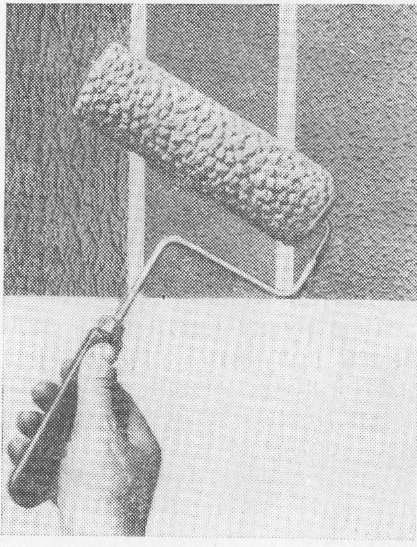
Рис. 13. Валиковая кисть, позволяющая получать различную фактуру на окрашенной поверхности
За рубежом кисти валикового типа выпускают нескольких размеров длиной от 10 до 250 мм, а также разной формы, что позволяет применять их для окраски труб, углов и конструкций, имеющих фасонные детали.
Для обтягивания валиков применяют цигейку, стриженую овчину и некоторые искусственные ткани. Масляные краски лучше всего наносить валиком из цигейки. Качество окраски валиковой кисти в большой мере зависит от того, насколько плотно обшивка из цигейки облегает фибровый валик.
Необходимость периодического смачивания валика приводит к систематическим перерывам в работе, а также отражается на качестве покрытия. Поэтому появились кисти с непрерывной подачей краски. Краска подается в валик под давлением по шлангу. Ее количество можно регулировать. Такая кисть позволяет окрашивать поверхность более ровным слоем.
Если применить специально подстриженную валиковую кисть, то на окрашиваемой поверхности можно получить своеобразный рисунок, похожий на торцованную поверхность. Применяя кисти, подобные показанной на рис. 13, можно отказаться от торцовочных работ, ускорить и упростить отделку поверхностей. Вид отделанной поверхности будет зависеть от типа использованной для этого кисти.
Валик Т-образной формы конструкции Маркова, валики с дополнительной ванночкой, из которой краска непрерывно подается на цигейку, и других конструкций оказались при эксплуатации недостаточно удобными и в судостроении не применяются.
В настоящее время для окраски борта предложены кисти специальной конструкции. Кисти располагаются под углом одна к другой в специальном устройстве коробчатого типа, передвигающемся вверх, вниз и вдоль окрашиваемого борта судна. Краска подается в кисти сбоку под давлением. Вращаясь, кисти втирают краску в поверхность. Широкого применения при окраске судов они еще не получили, но предварительные сведения положительны.
Кисти требуют бережного отношения и тщательного ухода. После работы кисти тщательно отжимают от остатков краски и промывают. После применения эмульсионных красок кисти промывают вначале теплой водой, затем водой с мылом. Если производилась окраска масляными красками, промывают уайт-спи-ритом, скипидаром, керосином. От остатков спиртовых лаков (шеллачного, идитолового) кисти отмывают ацетоном или смесью, состоящей из равных частей ацетона и этилового спирта. Остатки нитролака или нитроэмали удаляют с кистей растворителями типов № 646, № 648, РДВ и т. п. Эти же растворители применяют при очистке кистей, использовавшихся для работы с эпоксидными составами. От хлорвиниловых и перхлор-виниловых красок, а также красок на основе сополимеров хлорвинила кисти промывают растворителем Р-4, РДВ. Битумные лаки отмывают, как масляные краски или сольвентом, применяемым и для очистки кистей, которыми наносили каменноугольный лак или этиноле-вые краски.
Кисти необходимо мыть сразу же после окончания работы; в противном случае остатки красок засохнут и очистка станет затруднительной или даже невозможной. Кисти промывают до полного удаления краски, после чего избыток растворителя отжимают и кисть досуха протирают ветошью. При длительных перерывах в работе или переходе к более светлым по тону краскам после промывки растворителем кисти моют теплой водой с мылом, отжимают и вытирают сухой ветошью. При коротких перерывах в работе с масляными красками обычные кисти можно хранить в краске или олифе. Флейцы и кисти из барсучьего, беличьего и хорькового волоса рекомендуется промывать не растворителем, а теплой водой с- мылом, хорошо отмывать от мыла и просушивать сухой ветошью.
Нельзя применять для промывания кистей растворы каустической или кальцинированной соды и щелочей. Не разрешается хранить кисти в керосине или растворителях, так как это разрушает щетину и делает ее хрупкой. При длительном хранении кистей в краске или олифе щетина становится жесткой, кисть теряет эластичность, работать такой кистью очень тяжело.
Ежедневно употребляемые, очищенные от остатков краски кисти следует хранить в таком положении, чтобы щетина не упиралась в дно сосуда и не деформировалась. Для этого могут быть использованы ванны с зажимами или сеткой, а также ведро с зажимами, наполненное водой, в которую погружают кисти на длину щетины.
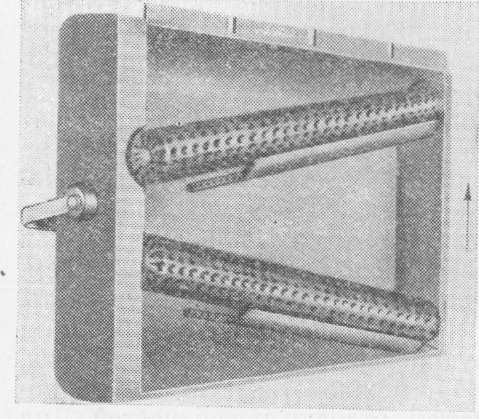
Рис. 14. Кисти для механизированной окраски борта
По окончании работы валиковые кисти отмывают от краски растворителем или теплой водой с мылом. Затем кисть просушивают и хранят в подвешенном состоянии. При длительном хранении валиковых кистей необходимо принимать меры предосторожности для защиты их от моли.
Окраска окунанием применяется в тех случаях, когда детали или конструкции имеют сравнительно простую форму без различных углублений, карманов и т. п., где неизбежно скопление избытка краски. Применение этого способа требует устройства значительных по объему ванн, заполняемых красками, содержащими обычно огнеопасные и вредные растворители.
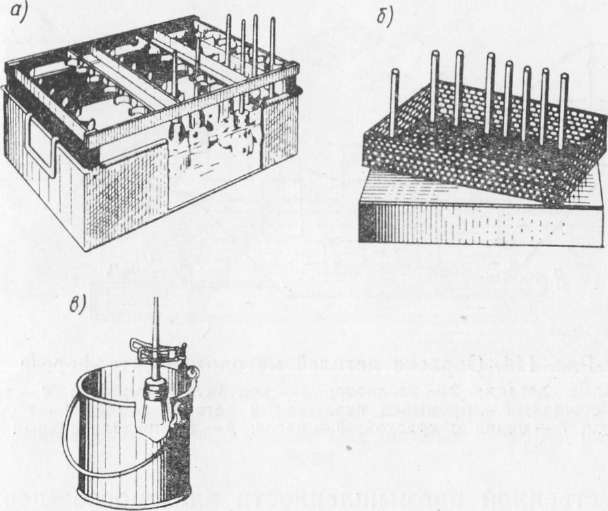
Рис. 15. Приспособления для хранения кистей;
а — ванна с зажимами; б — ванна с сеткой; в — ведро с зажимами
Используя окраску методом электрофореза, при котором применяются специальные водорастворимые грунты и краски, можно сделать этот процесс более эффективным и безопасным.
Окраска производится в ваннах, выложенных медью. Окрашиваемые детали по конвейеру поступают в ванну, заполненную краской. Краска должна иметь рН = 8—8,5.
В ванне с налитой краской создается электрическое поле при помощи двух электродов, один из которых присоединяется ко дну ванны, другой — окрашиваемое изделие. Частицы краски под действием тока перемещаются к электроду-изделию и оседают на нем, образуя ровный слой покрытия. Процесс окраски продолжается 2 мин. при напряжении 100—150 в и силе тока 30—55 а. Окрашенные изделия промывают пресной водой и обязательно высушивают при повышенной температуре 170—175 °С в течение 25 мин. или при 300—305 °С в течение 3 мин.
Краски, высушенные при другом режиме, имеют резко пониженные защитные свойства.
К преимуществам этого метода относятся быстрота процесса, возможность его полной автоматизации, санитарная и пожарная безопасность, большая экономия лакокрасочных материалов (использование которых приближается к 100%).
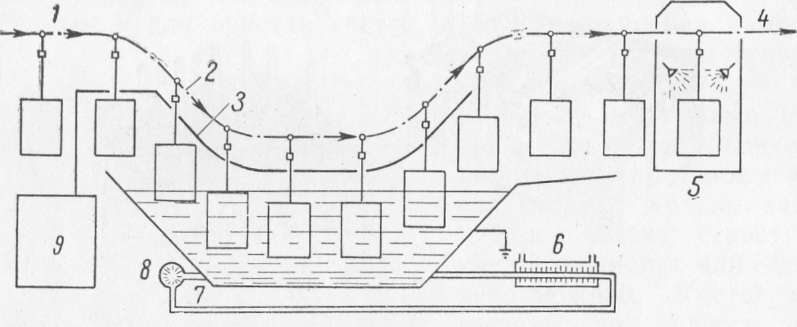
Рис. 16. Окраска деталей методом электрофореза
1 — очищенные детали; 2 — изолятор; 3 — контактный провод; 4 — транспортер деталей в сушила; 5 — промывка окрашенных деталей водой; 6 — подогреватель краски; 7 — ванна с краской; 8 — насос; 9 — распределительный щит
В отечественной промышленности электроосаждением наносят покрытия на металлоизделия весьма сложной конфигурации — трубы, шестерни и т. д.