Электрические распределительные устройства (ЭРУ) представляют собой металлические конструкции, на которых смонтированы различные коммутационные, защитные, измерительные, регулирующие и сигнальные аппараты и приборы, соединенные в соответствующую схему. К ЭРУ относят главные распределительные щиты, контрольные щиты, пульты дистанционного контроля и управления и т. п.
Конструкции и схемы распределительных устройств постепенно унифицируют, однако вследствие специфических особенностей конкретных судов конструкторы часто вынуждены разрабатывать чертежи новых распределительных устройств или выпускать чертежи модификаций тех или иных типов устройств.
Главные распределительные щиты обычно изготовляют из отдельных секций. На рис. 1 показан общий вид одной из генераторных секций главного распределительного щита. Секция имеет сваренный из профильной стали каркас, с лицевой стороны она закрыта панелями из листовой стали. Панели имеют буртик по периметру для придания им жесткости. Все панели открываются (поворачиваются) на петлях, обеспечивая доступ к аппаратам с лицевой стороны. На рисунке изображена крайняя с правой стороны щита секция, поэтому к ее боковой (левой) стороне прикреплена выдвижная дверь, запирающаяся на замок и имеющая ручку-Сверху секция закрыта стальным листом.
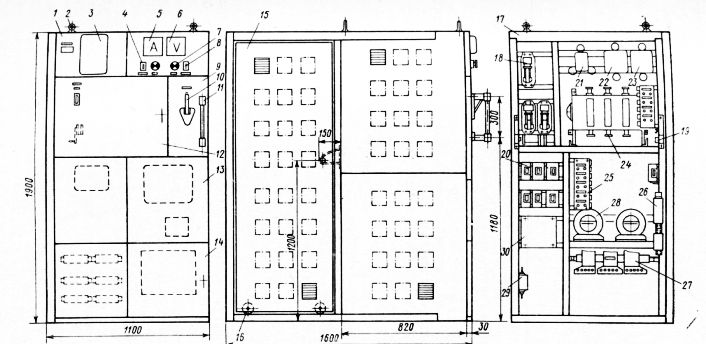
Рис. 1. Общий вид генераторной секции главного распределительного щита.
1 — панель верхняя; 2 — рым-болт; 3 — блок БКН-6; 4 — переключатель амперметра; 5 — амперметр; 6 — вольтметр; 7 — лампа сигнальная; 8 — переключатель вольтметра; 9 — панель средняя; ГО —рубильник гашения поля; 11 — поручень вертикальный; 12, 13, 14 — панели; 15 — дверь выдвижная; 16 — ролик; 17 — каркас; 18 — контактор; 19 — поручень горизонтальный; 20 — выключатель-предохранитель; 21 — реле времени; 22 — реле обратного тока; 23 — реле перегрузки; 24 — автоматический выключатель; 25 — предохранители; 26 — магнитный усилитель; 27 — шина медная; 28 — трансформатор тока; 29 — трансформатор тока промежуточный; 30 — реле обратной мощности.
С лицевой стороны секции имеется вертикальный поручень с задней стороны — горизонтальный поручень. Большинство аппаратов укреплено на угольниках каркаса секции. Для транспортировки секции предусмотрены рым-болты. При сборке главного распределительного щита каркасы секций соединяют болтами. Все секции щита устанавливают на общей фундаментной раме. Их высота обычно не превышает 2000 мм, ширину принимают в зависимости от удобства размещения аппаратуры в пределах 700—. 1100 мм, глубину — 700—850 мм.
Исполнение внешних оболочек ЭРУ может быть для главных распределительных щитов и пультов защищенное, для распределительных щитов — каплезащищенное, брызгозащищенное или водозащищенное.
Технологическая последовательность изготовления и сборки секций главного распределительного щита обычно следующая:
1) изготовляют каркас, панели, петли, поручни и другие детали секции;
2) все детали грунтуют, полируют и окрашивают;
3) изготовляют изоляционные панели, монтируют на них аппараты и устанавливают в секцию;
4) размещают на каркасе или панелях отдельные аппараты и приборы;
5) устанавливают шинодержатели и выполняют ошиновку;
6) производят внутренний электромонтаж с укладкой и креплением всех проводов (жгутами);
7) устанавливают отличительные пластинки с надписями.
Изготовление каркаса начинают с нарезания угольников согласно чертежам. Затем их сваривают в общий каркас. После этого просверливают отверстия для крепежных болтов аппаратов. Дверь изготовляют отдельно и навешивают на секцию.
Защитные панели секций делают вручную или штамповкой на прессе, предварительно нарезав листовую сталь. После этого размечают и вырубают окна для приборов и рукояток аппаратов, острые кромки притупляют. При изготовлении панелей штамповкой вырубку окон и отбуртовку выполняют одним ударом штампа, после чего излишки металла и кромки опиливают.
Изоляционные панели сначала вырезают из листового гети-накса или текстолита (марки Г или СТ). Затем размечают, просверливают и зенкуют отверстия, опиливают фаски, покрывают обработанные поверхности бакелитовым или глифталевым лаком, устанавливают клеммные шпильки и аппараты. Утопленные головки клемм и винтов с задней стороны панели заливают битумной массой, после чего в соответствии с монтажной схемой соединяют клеммы изолированным проводом требуемой марки.
Сборные прямолинейные шины делают по рабочим чертежам, а шины, ответвляющиеся от них,— по шаблонам из проволоки. Шаблоны изгибают по месту установки аппаратов в соответствии с монтажной схемой щита, выдерживая при этом положенные расстояния между шинами и от шин до каркаса щита.
Расположение аппаратов и приборов в ЭРУ должно обеспечи-достаточно свободный доступ для их монтажа, демонтажа и обслуживания в процессе изготовления и эксплуатации.
Окраска шин производится нанесением одного слоя глифтале-вой или пентафталевой эмали требуемого цвета следующих марок:
Фиолетовый цвет получают путем смешения 100 вес. ч. бесцветного лака АС-82 с 0,1 вес. ч. метилвиолета, предварительно растворенного в 10 мл цапонлака № 936. Можно применять бесцветный цапонлак № 951, смешанный с метилвиолетом в той же пропорции.
Внутренний монтаж в распределительных устройствах выполняют с помощью проводов марок УВГ, УВОГ или ПВ и ПГВ сечением 1,5—25 мм2 или проводов МГШВ сечением менее 1,5 мм.2
Токоведущие соединения в случае установки приборов и аппаратов на панелях и дверцах осуществляют посредством проводов марки УВОГ или МГШВ с запасом по длине для возможности свободного откидывания панелей, а также двух возможных в экс-плутации перезаделок оконцевания. Эти соединения собирают в жгут, который обвязывают полихлорвиниловой лентой толщиной 0,3—0,8 мм (допускается применение полихлорвиниловой трубки). Сечение проводов для гибких жгутов не должно превышать 2,5 мм2, диаметр жгута не должен быть больше 35 мм.
Укладку и крепление проводов в электрораспределительных устройствах производят различными способами, два из которых приведены на рис. 3.24. Пример укладки проводов в местах перехода на дверцы или откидные панели можно видеть на рис. 3.25.
Расстояние между хомутиками при укладке проводов на прямых участках должно составлять:
— для проводов диаметром до 10 мм — не менее 150 мм;
— для проводов диаметром более 10 мм — не более 200 мм.
Расстояние между хомутиками на поворотах:
— для одиночного провода — не более 50 мм;
— для пучка проводов — не более 75 мм.
Радиус поворота делают не менее трехкратного диаметра провода. В случае укладки проводов разных диаметров радиус поворота принимают по наибольшему диаметру.
Укладку производят без выступов, вмятин, перекрещивания и в местах, исключающих возможность механических повреждений и воздействия высокой температуры. Предварительно провода очищают и выравнивают. В местах крепления проводов непосредственно к стальным конструкциям каркаса провода охватывают прессшпановой прокладкой (кольцом) толщиной 0,35—0,5 мм. Прокладки покрывают изоляционным лаком.
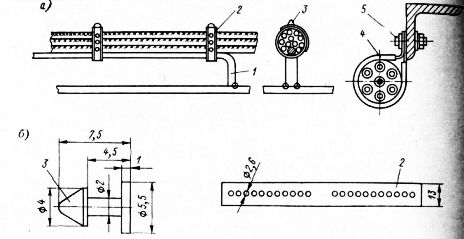
Рис. 2. Способы крепления проводов в ЭРУ:
а — поясками; б — хомутиками. 1 — скоба; 2 —поясок; 3 — застежка; 4 — хомутик; 5 — крепежные изделия.
Провода, подходящие к клеммам аппаратов и приборов ЭРУ, обычно имеют запас по длине не менее 70 мм; провода, подходящие к выдвижной сигнальной арматуре,— не менее 200 мм.
Сращивание проводов, а также укладка проводов с нарушенной изоляцией не допускается. Прямые и обратные провода при постоянном токе, а также фазные провода при переменном токе прокладывают рядом.
Ошиновку распределительных устройств выполняют шинами из электротехнической меди марок Ml, МГТ.
Защитные конденсаторы соединяют проводом сечением не менее 2,5 мм2 или медной шиной с размерами 1 × 10 мм.
Шины соединяют между собой при помощи сварки или пайки медно-фосфористым припоем с последующим защитным покрытием мест соединений, за исключением тех случаев, когда требуются разъемные соединения. В последнем случае применяют болто-соединение. Места контактных соединений тщательно вырав-В RiioT зачищают и покрывают никелем или сплавом олово — нипель (допускается гальваническое лужение с последующим оплавлением). Толщину покрытия делают неменееЭмкм. Места соединения не окрашивают. Текст надписей на пластинах заливают светосоставом временного действия марки СКП-ОЗК.
распределительные щиты в настоящее время изготовляют с использованием типовых ящиков — корпусов, внутри которых в зависимости от схемы устанавливают различные электрические аппараты и приборы. Если аппараты и приборы данной схемы не размещаются в одном типовом корпусе, то распределительный щит комплектуют из нескольких корпусов.
На рис. 4 представлен общий вид распределительного щита, состоящего из двух типовых корпусов, расположенных рядом один с другим.
В зависимости от конструктивных особенностей, количества замков и других стандартизованных узлов типовые корпуса подразделяют на несколько групп.
Корпуса групп КУ-0 — КУ-5 (корпус унифицированный) состоят из штампованной задней стенки с приваренными к ней четырьмя лапками, гладкостенной обечайки, дверцы с желобком для резинового уплотнения, двух петель и одного замка. В целях обеспечения наибольшей полезной площади, необходимой для размещения оборудования на дверце, петли и замки расположены на стенках обечайки. Для возможности заземления корпуса на наружных плоскостях обечайки имеются две бонки. Корпуса этих групп в блок не соединяют.
Корпуса групп КУ-6—КУ-25 состоят из штампованной задней стенки, четырех съемных лапок, обечайки, имеющей жесткость по всему периметру, двух петель, двух замков и резинового шнура уплотнения. Подобная конструкция обеспечивает сборку щитов из Двух и более корпусов, имеющих одинаковые размеры смежных стенок, лапки корпусов при этом снимают. Щит в целом крепят на раме из швеллеров.
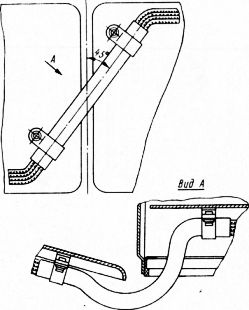
Рис. 3. Укладка и крепление пучка проводов в местах перехода на дверцы или откидные панели.
Корпуса изготовляют из тонколистовой конструкционной стали марки 10КП или из сплава АМг.
Сварку корпусов производят сплошным или прерывистым швом (дуговая или рдликовая сварка). В случае применения гальванического покрытия сварной шов делают сплошным, прерывистый шов допускается только в случае применения фосфатирующего грунта с последующим покрытием и окраской. Можно применять точечную и шовную контактную сварку с предварительной герметизацией шва специальным герметиком или клеем (марки ФЛ-4С), при этом внутренние поверхности свариваемых деталей в местах соединения покрывают токо-проводящим протекторным грунтом ПС. Сварные швы тщательно очищают, грунтуют и окрашивают.
Для грунтовки стальных корпусов (и каркасов распределительных устройств) применяют следующие грунты: ФЛ-ОЗК, ФЛ-ОЗКК, АГ-10С. Допускается применение грунтов ПФ-020, ГФ-032 (коричневый). После грунтовки корпуса внутри и снаружи окрашивают в три слоя эмалью МЛ-12 или № 284 цвета слоновой кости. При естественной Ьушке допускается применять эмали ХВ-124 или ПФ-115 с четырехслойным покрытием.
Корпуса распределительных устройств, выполненные из сплава марки АМг, перед окраской подвергают оксидированию с последующей грунтовкой антикоррозионными грунтами ФЛ-ОЗЖ, АГ-10С, ВЛ-08, ВД-08. Допускается применение грунтов ГФ-031, ГФ-032 (желтый).
Аппаратуру, а также клеммные платы, встраиваемые внутрь типовых корпусов, предварительно монтируют на панелях или рамах (блок-панели). Эти блоки крепят к задней стенке корпусов, на которых имеются бонки.
На лицевой стороне дверцы корпуса размещают аппаратуру управления и сигнализации, а также измерительные приборы (амперметры, вольтметры, частотомеры, универсальные переклю-типов УП, ПМФ, выключатели и переключатели гтм ПКВ, ПМВФ, кнопки пуска и контроля и т. д.).
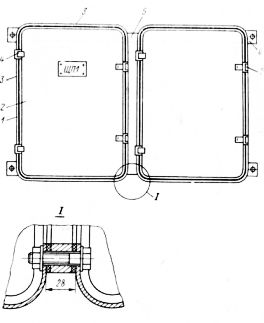
Рис. 4. Общий вид распределительного щита, состоящего из типовых корпусов.
1 — обечайка; 2— дверца; 3 —стенка; 4 — замок; 5 — планка соединения корпусов; б — лапка; 7 — петля.
На рис. 5 представлен общии вид распределительного щита с аппаратурой. Как видно из рисунка, на блок-панелях щита установлены контакторы, реле и предохранители. Панель нижнего корпуса имеет клеммный ряд, закрытый защитным кожухом; на Дверце этого корпуса закреплены две кнопки управления.
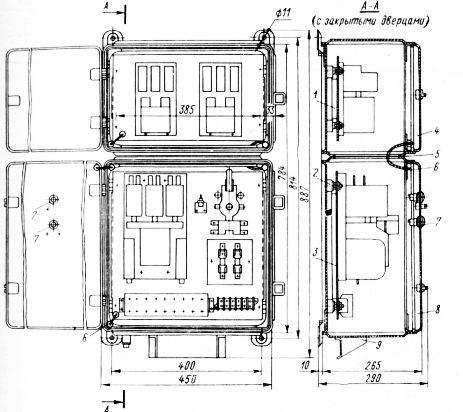
Рис. 5. Общий вид распределительного щита с аппаратурой. 3—блок-папели; 2—Сопка; 4, 8 — корпуса; 5 — соединение корпусов; 6 — перемычки заземления; 7 —кнопки управления; 9 — скоба для крепления кабеля.
Технология изготовления распределительных щитов с использованием типовых корпусов следующая:
— делают все необходимые вырезы в дверцах корпусов;
— соединяют нужное количество корпусов в общий щит;
— производят грунтовку, окраску и другую обработку корпусов;
— изготовляют блок-панели;
— устанавливают блок-панели, перемычки заземления, пластины с надписями и т. п.;
— выполняют внутренний монтаж и укладку проводов.
Специфические требования к компоновке аппаратуры в щитах и внутреннему монтажу изложены в чертежах, так называемых лицевых листах, выпускаемых проектной организацией. Основные из них приведены ниже.
Сопротивления типов ПЭ, ПЭВ и другие тепловыделяющие элементы располагают в верхней части щитов.
Клеммные платы следует устанавливать с учетом возможности разводки и закрепления проводов внутреннего монтажа и жил внешнего кабеля. При многорядном расположении их устанавливают вертикально, при однорядном допускается горизонтальное размещение плат. Платы крепят на панелях, скобах или угольниках так, чтобы они своей плоскостью лежали на плоскости панели, скобы или угольника.
Измерительную аппаратуру располагают в верхней части дверцы, а кнопки пуска и контроля — в нижней части блока или дверцы.
Группы предохранителей могут быть расположены горизонтально и вертикально с обеспечением свободного доступа к ним.
Крепление аппаратуры непосредственно на стенках корпуса не допускается. На внутренней стороне дверцы могут быть установлены скобы для крепления панелей с аппаратурой, монтажных проводов и скобы под защитные листы.
Скобы привариваются точечной сваркой, допускается дуговая сварка с катетом прерывистого шва не более 3 мм и длиной привариваемого участка не более 10 мм.
Аппаратуру, не имеющую выхода на лицевую сторону дверцы, крепят так, чтобы головки винтов не выступали с лицевой стороны.
На раме или на панели аппаратуру устанавливают и крепят таким образом, чтобы демонтаж отдельных приборов не требовал демонтажа других приборов и изделий.
Контакторы, магнитные пускатели, автоматы и другую аппаратуру устанавливают с обеспечением расстояний, оговоренных в ТУ, до металлических частей корпуса или другой аппаратуры.
При размещении внутри корпуса аппаратуры с ручным управлением (пакетные выключатели, переключатели, автоматы, тумблеры, предохранители типов ПК-45, ПДС и др.) доступ ко всем открытым токоведущим частям закрывают изоляционными (гетинаксо-выми) защитными листами.
При установке на дверце аппаратуры управления и сигнализации, а также приборов (амперметров, вольтметров, частотомеров и т. д.) открытые токоведущие детали закрываются защитными листами. При небольшом количестве аппаратуры (сигнальные лампы, предохранители ПК-45, кнопки и др.) защитные листы не устанавливают; открытые токоведущие части покрывают цапонлаком и изолируют при помощи полихлорвиниловых трубок.
При наличии в конструкции шин болтовых соединений предусматривают доступ к ним с целью их периодического осмотра.
После проверки качества монтажа все паяные соединения покрывают цапонлаком красного или другого цвета.
Прокладки и защитные листы выполняют из гетинакса марки IV толщиной 2—5 мм или стеклотекстолита марки СТ толщиной 2—5 мм.
Панели изготовляют: в морском исполнении — из гетинакса марки III толщиной 10—25 мм, в морском тропическом исполнении— из гетинакса марки IV толщиной 10—25 мм, стеклотекстолита марки СТ или СТЭФ толщиной 10—25 мм.
Прокладки, защитные листы и панели после механической обработки покрывают лаком СБ-1С или МЛ-92.
На гетинаксовых панелях при наличии зенкованных отверстий и отсутствии изоляционных прокладок все утопленные головки винтов (с задней стороны панели) заливают эпоксидной шпаклевкой ЭП-00-10. При установке на гетинаксовых панелях клемм, колодок, предохранителей их маркируют путем гравировки с последующей заливкой белой эмалью. Места гравировки координируют в чертежах. Пластины для надписей выполняют из слоистого пластика и, как правило, устанавливают над аппаратами и приборами. Можно применять пластины из алюминиевого сплава или латуни.
У коммутационной, защитной, регулирующей, измерительной и сигнальной аппаратуры устанавливают пластины с надписями о назначении аппаратуры. Гравировку положений переключателей выполняют на фланцах переключателей. Пластины для надписей на дверцах или панелях из стали крепят винтами МЗ, на дверцах или панелях из алюминиево-магниевого сплава — винтами с гайкой.
В ЭРУ напряжением 380 В на лицевой стороне дверцы корпуса предусматривают пластину со знаком высокого напряжения.
Над каждой группой предохранителей ставят номер фидера или помещают пластину, в которой указывают наименование фидера, номинальный ток предохранителей и плавкой вставки. На пластинах у предохранителей ПК величину плавкой вставки не отмечают.
При наличии в ЭРУ предохранителей типа ПК на фланце каждого патрона предохранителя указывают величину тока плавкой вставки, что оговаривается на сборочном или узловом чертеже, где установлены патроны предохранителей.
При невозможности установки пластин над каждой группой предохранителей помещают одну общую вблизи предохранителей. Над каждой группой предохранителей при этом указывают порядковый номер группы, выгравированный на панели.
Фотоохемы для ЭРУ выполняют на пластинах из алюминиевого сплава методом двухцветного эматалирования или на фотобумаге.
При установке фотосхемы на защитном листе из изоляционных материалов (гетинакса, слоистого пластика) фотосхему помещают под органическое стекло и прикрепляют к защитному листу винтами и гайками.
Когда ЭРУ состоит из двух или более корпусов, фотосхему помещают на том корпусе, где установлена пластина с наименованием ЭРУ.
При выполнении схемы на лицевой стороне дверцы накладные полосы (накладные детали из слоистого пластика или алюминиево-магниевого сплава) крепят винтами.
Для подключения к ЭРУ кабелей больших сечений предусматривают в ЭРУ место для разводки и закрепления подключаемых кабелей.
При открывании дверцы вверх в корпусе устанавливают фиксатор. При открывании дверцы вниз или в стороны необходимость установки фиксатора определяет проектант. Фиксатор служит для удержания дверцы ЭРУ при обслуживании или ремонте в открытом положении.
Вырезы и отверстия в корпусах блочной конструкции выполняют с целью:
— ввода кабеля в ЭРУ;
— прохода кабелей, проводов или шин из одного корпуса в другой в ЭРУ, состоящих из двух и более корпусов;
— установки козырьков;
— установки и крепления аппаратуры, приборов и других электрических элементов на лицевой стороне дверцы.
Все вырезы и отверстия в корпусе обрабатывают до нанесения на корпус защитных гальванических покрытий.
Корпуса ЭРУ постоянного и переменного тока с питающим напряжением 24 В и выше подлежат обязательному заземлению. Заземление всех ЭРУ (на корпус судна) производят не менее чем в двух точках. На открывающихся дверцах ЭРУ с помещенной на них аппаратурой устанавливают две перемычки заземления сечением 4 мм2 каждая. При сочленении нескольких корпусов ЭРУ, установленных на раме, их заземление осуществляют путем установки внутренних перемычек между корпусами таким образом, чтобы к внешним заземляющим бонкам от каждого корпуса имелось два пути тока. В таких случаях заземление ЭРУ на корпусе судна производят посредством перемычек, подключенных к бонкам, которые установлены на наружной поверхности каждого корпуса блочной конструкции.
Суммарное сечение перемычек между корпусами должно быть таким же, как и при заземлении на корпус судна.
Блоки, устанавливаемые в корпусах ЭРУ, заземляют в двух точках. Сечение заземляющей перемычки в этом случае выбирают равным сечению перемычки, заземляющей корпус ЭРУ. Блоки, в которых прикосновение к рамам или панелям исключено из-за большого насыщения аппаратурой, не заземляют.
В узлах заземления корпусов ЭРУ из стали и алюминиевых сплавов (АМг) применяют следующие крепежные изделия:
— винты, шайбы — из латуни( луженые);
— шайбы пружинные — из стали (кадмиево-хроматированные).
Узел заземления состоит из деталей, устанавливаемых в такой последовательности: бонка, шайба, кабельный наконечник, шайба пружинная и винт.
Корпуса для щитов блочной конструкции имеют гальваническое покрытие (стальные — фосфатирование; из легкого сплава —оксидирование). Детали из сплава АМг оксидируют.
Детали и узлы, а также корпуса щитов внутри и снаружи окрашивают. Корпуса щитов окрашивают так: два слоя грунта BЛ-02, затем три слоя краски марки ПФ-218Г.
При техническом осмотре проверяют соответствие ЭРУ требованиям рабочих чертежей и лицевых листов в отношении правильности сборки габаритных и установочных размеров, качества покрытий, отделки, окраски. Проверяют также правильность и качество монтажа, электрические зазоры, затяжку крепежных деталей, поверхности корпусов щита и других деталей на отсутствие сколов, вмятин, трещин, царапин.
Габаритные и установочные размеры ЭРУ и зазоры проверяют с помощью измерительного инструмента, обеспечивающего точность замера ± 1 мм.
Массу ЭРУ определяют с помощью весов, проверенных Палатой мер и весов и гарантирующих точность до 1%.
Производят также измерение электрического сопротивления и проверку электрической прочности изоляции между токоведу-щими частями разноименных фаз и между токоведущими частями каждой фазы и корпусом в холодном и нагретом состояниях. Сопротивление изоляции считается удовлетворительным, если в холодном состоянии оно составляет не менее 20 Мом для однокор-пусных ЭРУ и не менее 5 Мом — для многокорпусных; в нагретом состоянии — не менее 1 — 3 Мом.
Испытания на электрическую прочность изоляции всех токове-дущих частей производят от источника тока частотой 50 Гц мощностью не менее 0,5 кВА. Испытательное напряжение при рабочем напряжении 380 В составляет для морского и морского тропического исполнения соответственно 2000 и 2200 В. Подачу испытательного напряжения производят, начиная со значения, не превышающего величину рабочего напряжения. Затем плавно или равномерно (за 5—10 с) напряжение увеличивают до максимальной величины.
Электрораспределительное устройство считается выдержавшим испытание, если во время испытания не наблюдались пробой, поверхностное перекрытие, а также явление короны. Во время испытаний защитные конденсаторы отключают, предохранители сигнальных ламп вынимают.
Электрораспределительные устройства подвергают также испытаниям на защищенность корпуса.