Сварочные генераторы постоянного тока служат для питания сварочной дуги. Особенностью этих генераторов является падающая вольт-амперная характеристика. Под вольт-амперной характеристикой понимается кривая зависимости изменения напряжения на внешних клеммах генератора от тока нагрузки.
По условиям процесса напряжение на клеммах сварочного генератора должно уменьшаться с увеличением сварочного тока, а при коротком замыкании, когда напряжение на клеммах равно нулю, ток короткого замыкания не должен превышать рабочий ток более чем в IV2—2 раза. Источники тока, питающие сварочную дугу под водой, должны обладать повышенной мощностью и напряжением холостого хода для обеспечения легкого зажигания и устойчивого горения дуги, не выходить из строя от короткого замыкания и быстро восстанавливать напряжение после короткого замыкания.
Согласно ГОСТ 304—51, 10594—63 сварочные генераторы должны восстанавливать напряжение после короткого замыкания до 25 в за 0,05 сек. Напряжение холостого хода должно быть те ниже 65—70 в, а для глубоководных работ — до 85—90 в. Сварочный генератор должен обеспечивать поминальную силу сварочного тока 350—400 а и регулировку его в широких пределах.
Для подводной сварки в автономных условиях используются сварочные агрегаты постоянного тока с первичным двигателем. Обычно они устанавливаются на верхней палубе ремонтируемого судна или на вспомогательном плавсредстве. В связи с этим автономные сварочные агрегаты, кроме того, должны обеспечивать нормальную работу при температуре окружающего воздуха в пределах от +40 °С до —25 °С; относительной влажности до 95%; вибрации от 250 до 2000 колебаний в 1 мин при амплитуде от 4 до 0,3 мм и угле наклона ±15°.
Сварочный агрегат должен иметь кожух для защиты от атмосферных осадков и закрываться полностью металлическими шторами, а также рым для подъема краном и катки для перемещения по палубе судна. Конструкция сварочного агрегата должна допускать его ремонт без снятия с рамы. Изоляция должна быть влагостойкой, а генератор — брызгозащищенного исполнения с самовентиляцией. Для подводной сварки могут быть использованы следующие типы сварочных машин.
1. Сварочные агрегаты стационарного типа — машины для работы в промышленности типа СМП-3-IV или в морском исполнении—САМ-400, САМ-400-1 и др.
Каждый из этих агрегатов состоит из сварочного ie-нератора и электродвигателя, смонтированных на общей фундаментной плите и соединенных эластичной муфтой. Такие агрегаты устанавливаются в машинных отсеках или в специально отведенных помещениях.
2. Передвижные сварочные агрегаты:
— сварочные преобразователи ПС-500, ПСО-500, ПСУ-500 на колесах в однокорпусном исполнении с электродвигателем фланцевого типа, сидящим на одном валу с якорем генератора; техническая характеристика приведена в приложении 11;
— автономные сварочные агрегаты с двигателями внутреннего сгорания, установленными на жесткой металлической раме, типа СПАЗ-За, ПАС-400-Vl, ПАС-400-VIII, АСД-3-1, АСДП-500 и др.; двигатель карбюраторного типа соединяется с якорем генератора муфтой сцепления; агрегаты снабжены сварочными генераторами типа СМГ, ГС и СГП.
Регулирование силы сварочного тока осуществляется у этих генераторов реостатом, включенным последовательно в цепь шунтовой обмотки возбуждения. Двигатели у агрегатов обеспечены пускорегулирующей аппаратурой, измерительными приборами и автоматом снижения напряжения (АСН-55). Этот автомат предназначен для обеспечения безопасности подводных -сварочных работ и экономии ro-рючего при перерывах в работе.
При замыкании сварочной цепи АСН-55 воздействует на карбюратор двигателя, открывая дроссельную заслонку, тем самым поднимает его обороты до номинальных, обеспечивая необходимое напряжение на клеммах сварочного генератора. Схема АСН-55 и место его установки на сварочном агрегате ПАС-400-VI приведены на рис. 1.
Сварочные аппараты переменного тока типа СТЭ-32, СТЭ-34, СТН-450, СТН-500 и СТН-700 также могут применяться для подводной сварки.
Сварочные трансформаторы типа СТН выпускаются в однокорпусном исполнении с встроенным регулятором тока. Первичное (подключаемое) напряжение у них 220/380 в и иногда 500 в, вторичное 60 в. Трансформаторы типа СТН-450 выпускаются в морском исполнении, имеют вторичное напряжение 70/90 в. Они обладают большей мощностью, имеют крутопадающую характеристику, предназначаются для ручной сварки (резки) и допускают кратковременную нагрузку до 800 а.
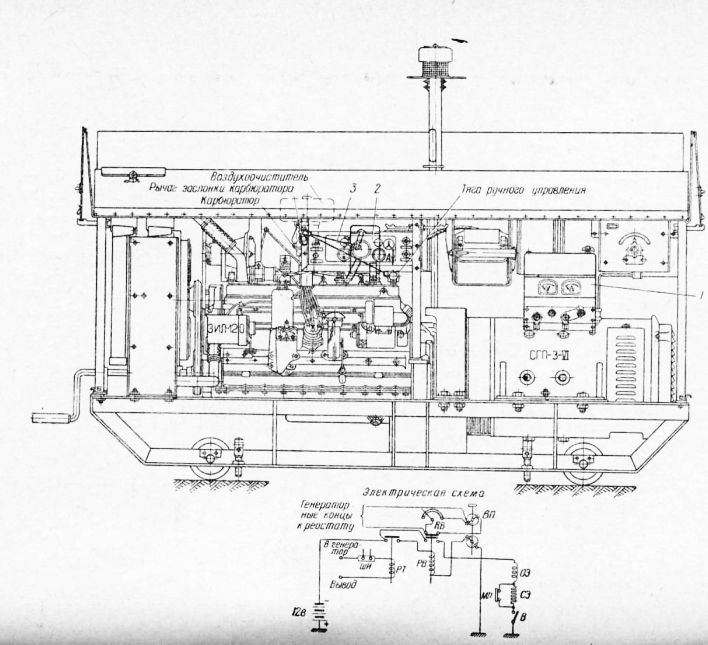
Рис. 1. Электрическая схема автомата АСН-55 и место его установки на сварочном агрегате ПАС-400-yi:
РТ — токовое реле; РВ — реле времени; RB— реостат возбуждения генератора; ВП — пакетный выключатель; ОЭ — обмотка электромагнита; СЭ — экономическое сопротивление; ШИ — шунт измерительный; МП — микропереключатель; В — выключатель; 1 — место установки реле тока и реле времени; 2 — место установки электромагнита; 3 — тросик, связывающий электромагнит с дроссельной заслонкой
В настоящее время на судах получает распространение переменный ток, поэтому большую перспективу для подводной сварки имеют сварочные выпрямители, обеспечивающие сварку на постоянном токе.