Электрододержатель для подводной сварки является основным инструментом водолаза-сварщика. Среди разнообразных конструкций электрододержателей для подводной сварки хорошо себя зарекомендовал простотой и надежностью в работе электрододержатель ЭПС-2, получивший наибольшее распространение на флоте.
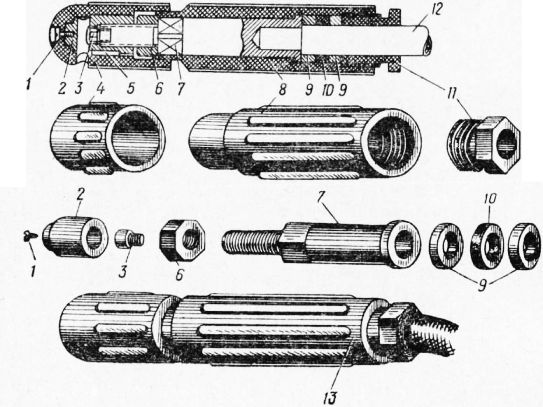
Рис. 1. Электрододержатель для подводной сварки типа ЭПС-2:
1 — стопорный винт; 2 — стакан; 3 — контактный наконечник; 4 — текстолитовый колпак; 5 — шпонка; 6 — зажимная гайка; 7 — стержень с запиленным квадратом; 8 — рукоятка; 9 — латунные кольца; 10 — резиновое уплот-ннтельнсе кольцо; 11 — сальниковая втулка; 12 — сварочный кабель; 13 — внешний вид элсктрододержателя
На латунный или бронзовый токоведущий стержень с гнездом для впайки сварочного кабеля па одном конце и с резьбой на другом навертывается латунный
(бронзовый) стакан. В стакане предусмотрено отверстие для электрода. Стержень вставлен в текстолитовую рукоятку, образуя корпус электрододержателя, а стакан — в текстолитовый колпак, образуя его головку. Стержень короче рукоятки, поэтому впайка сварочного кабеля оказывается внутри корпуса.
Герметичность корпуса со стороны кабеля обеспечивается одним резиновым и двумя латунными кольцами, зажимаемыми сальниковой втулкой. Стержень в рукоятке удерживается при помощи зажимной гайки, а во избежание проворачивания в рукоятке на стержне запилен квадрат, который вставляется в соответствующее ему квадратное отверстие внутри рукоятки. Стакан закреплен в колпаке винтом и шпонкой.
Электрод вставляется оголенным концом в головку держателя. Зажим электрода производится поворачиванием головки по часовой стрелке до упора, т. е. до того момента, когда контактный наконечник 3 стержня 7 упрется в боковую поверхность электрода.
Смену электродов производят в обратном порядке: головка повертывается против часовой стрелки и освобожденный электродный огарок (или электрод) выпадает из отверстия. Держатель устроен так, что зажатие и извлечение электрода производят поворотом головки в пределах одного оборота. Если огарок электрода при отдаче головки не выпадет, то держатель следует потрясти или, убедившись, что сварочная цепь разомкнута, вынуть огарок рукой. Если же огарок электрода не вынется, то тогда следует слегка постучать по огарку ручником или покачать его.
Электрододержатель ЭПС-2 рассчитан на применение электродов 4—6 мм и на максимальную силу тока 400 а. В держатель впаивается кусок кабеля марки НРШМ или PLUM сечением 50 мм2, длиной 1,5 м с кабельным наконечником или с соединительной полумуфтой.
При работе с держателем следует обращать внимание на его герметичность (целость корпуса, головки и соединений) и в процессе эксплуатации периодически зачищать контактный наконечник.
Вспомогательный инструмент водолаза-сварщика состоит из ручника, секача или зубила, торцовой и плоской проволочных щеток для зачистки мест сварки и швов. Кроме того, рекомендуется иметь щуп для проверки зазоров и правильности подгонки листов или заплат к обшивке. Для очистки швов может быть также использован пневматический или электрифицированный инструмент.
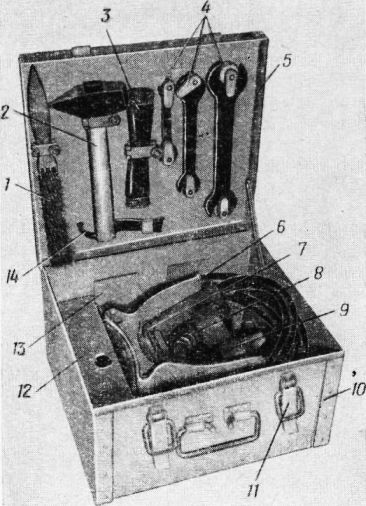
Рис. 2. Комплект инструмента для подводной сварки и резки в укладочном ящике:
1 — плоская проволочная щетка; 2—молоток-секач; 3 – торцовая проволочная щетка; 4 — гаечные ключи; 5 — крышка; 6 — подставка под кислородный баллон; 7 — струбцина; 8 — электрододержатель ЭПС-2; 9—редуктор; 10 — корпус ящика; 11 — замок; 12 — отделение для расходного материала (ветошь, бензельная проволока); 13 — штатное место для технической документации; 14 — специальный ключ
Инструмент подается сварщику на конце (шкентеле) или в ведре с решетчатым дном.
Для защиты глаз водолаза-сварщика применяется темное стекло (светофильтр) типа ЭС, как и при сварке на поверхности, только более светлое, в специальном приспособлении откидного типа, которое крепится на обойме переднего иллюминатора водолазного шлема и по желанию водолаза откидывается.
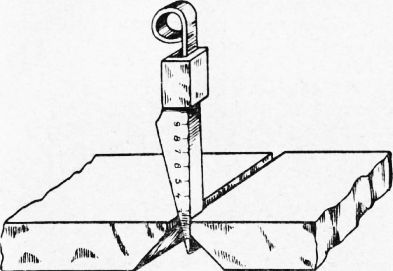
Рис. 3. Щуп для измерения зазоров
Инструмент для подводной сварки и резки рекомендуется комплектовать в штатном укладочном ящике. Такой комплект инструмента и небольшого количества расходных материалов (на первый аварийный случай) необходимо хранить всегда в исправности и готовности к немедленному использованию.
В комплект должны быть включены: электрододер-жатели для подводной сварки и резки; двухкамерный кислородный редуктор; защитное приспособление (светофильтр) к переднему иллюминатору водолазного шлема трехболтового водолазного снаряжения; соединительные полумуфты, слесарная струбцина для присоединения обратного кабеля к свариваемому изделию с куском кабеля сечением 50 мм2 марки РШМ длиной 250 мм; молоток-секач, проволочные щетки (плоская и торцовая), гаечные ключи, слесарная отвертка; подставка под кислородный баллон и расходный материал— проволока латунная для бензелей, изоляционная лента, шелковистая резина и обтирочная ветошь.
В комплект в дополнение к укладочному ящику должны входить две вьюшки кабеля марки РШМ сечением 50 мма по 75 м кислородный шланг 0 9,5 × 18 мм длиной 60 м (три шланга по 20 м) с ниппелями; шесть пачек электродов для подводной сварки и электрокислородной резки; инструкция по эксплуатации комплекта, его технический паспорт и инструкция по сварке ,и резке металлов.
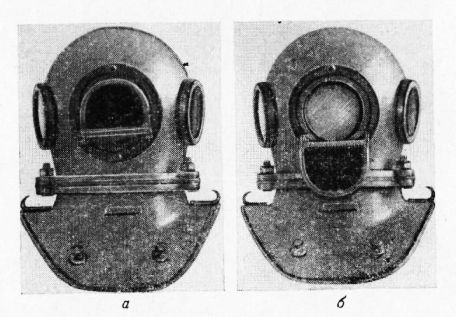
Рис. 4. Приспособление с защитным стеклом на переднем иллюминаторе водолазного шлема:
а — положение защитного стекла при сварке; б — положение защитного стекла при перерывах в работе
Кабель для подводной сварки должен быть достаточно гибким для удобства работы водолаза-сварщика. Сечение его на участке, непосредственно подаваемом водолазу-сварщику, не должно превосходить 70 мм2. Кабель должен иметь усиленную изоляцию, стойкую к морской воде и к нефтепродуктам (соляру, мазуту и др.).
Для подводной сварки применяется кабель марки РШМ или НРШМ. Сварочная цепь должна иметь прямой и обратный провода. Использовать корпус ремонтируемого судна или корабля-спасателя в качестве обратного провода нельзя, так как электролиз вызывает усиленную коррозию корпуса судна.
Гибкий сварочный кабель хранится на судне на вьюшках по 50 м длины и снабжен на концах кабельными наконечниками или соединительными полумуфтами.
Соединение стандартных кабельных наконечников осуществляется при помощи болта и гайки. Во избежание намокания контакта и утечки тока место соединения тщательно покрывается изоляционной лентой. Однако, как показывает опыт, такое соединение не обеспечивает герметичности и при работе в морской воде быстро разрушается.
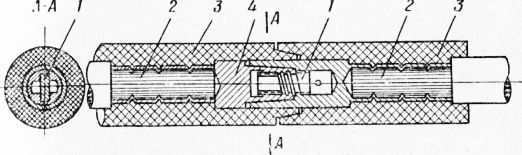
Рис. 5. Соединительная муфта для сварочного кабеля при подводной сварке:
1 — штырь; 2 — сварочный кабель; 3 — резиновая изоляция; 4 — гнездо-гайка
Более надежны кабельные соединительные муфты. Существует несколько конструкций соединительных муфт: с болтом и без болта; с пайкой проводов и без пайки; с использованием распорного конуса и т. д.
Конструкция муфты обеспечивает быстродействие и полную герметичность. Для соединения кабеля достаточно вставить одну полумуфту в другую и повернуть их относительно друг друга на lU оборота. Второй (обратный) провод присоединяется к изделию струбциной.