Ремонт грузового устройства. В грузовом устройстве чаще всего ремонтируют грузовые стрелы, их шпоры и блоки.
Основной дефект грузовых стрел — общая деформация (погибь), кроме того, вмятины, трещины и поломки. Деформацию устраняют правкой с нагревом до температуры 780—850 °С. Для укрепления дефектного участка после правки на район бывшей погиби обычно устанавливают накладку из листовой стали толщиной 6—10 мм, состоящую из двух половин. Накладка должна перекрывать поврежденную часть стрелы с каждой стороны примерно на 100 мм.
В случае поломки части стрелы выкладывают на горизонтальной площадке или плитах, размечают и отрезают поврежденные участки. Затем из листовой стали марки
Ст4 толщиной 6—8 мм изготавливают, устанавливают и вваривают внутреннюю цилиндрическую вставку, наружный диаметр которой равен внутреннему диаметру вырезанной части стрелы. Изготавливают из двух половин, устанавливают и вваривают наружную вставку, наружный диаметр которой равен диаметру стрелы в данном месте, а толщина равна толщине стенки стрелы.
Ремонт деталей грузовых стрел и блоков сводится к восстановлению поворачиваемости тугоподвижных и замене изношенных деталей. Стальные тросы заменяют, если в любом месте на длине, равной восьми диаметрам троса, число лопнувших проволок превышает 10% их общего числа. Подлежат замене и топенантные цепи при износе свыше 10% первоначального калибра.
Современные суда оборудуют не только грузовыми стрелами, но и кранами различных конструкций и специальными грузовыми устройствами. Технология ремонта таких устройств определяется их конструктивными особенностями.
После ремонта и сборки грузовое устройство испытывают непосредственно на судне. Грузовые стрелы (а также краны) испытывают на пробную нагрузку, определяемую Правилами Регистра в зависимости от грузоподъемности.
Ремонт механизированных люковых закрытий. При ремонте люковые крышки и гидроцилиндры демонтируют и доставляют в цех. После удаления из пазов уплотнительной резины крышки очищают, де-фектуют, ремонтируют и окрашивают. Обнаруженные трещины разделывают и заваривают. При наличии повреждений в виде пробоин, значительных коррозионных разрушений и вмятин дефектные участки восстанавливают вваркой вставок.
После ремонта и проверки параллельности в пазы устанавливают уплотнительную резину на клее 88-Н.
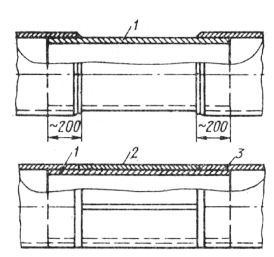
Рис. 1. Установка вставок на стрелу
После монтажа на судне люковые закрытия проверяют многократным (не менее пяти) полным открыванием и закрыванием люков. При этом уточняют правильность взаимодействия узлов и деталей закрытия. Затем испытывают (по периметру и стыкам) на непроницаемость в положении «Задраено». При испытании напор воды в шланге должен быть достаточным для выброса вверх из брандспойта у места испытания струй воды высотой 10—i2 м, что соответствует давлению в шланге у брандспойта 0,2 МПа. Диаметр выходного отверстия сопла должен быть не менее 15 мм. Поливают с расстояния 1—3 м от испытываемого места, а осматривают изнутри трюма.
Механический привод проверяют в работе при открывании и закрывании люков. Узлы тросовой проводки механического привода проверяют натяжением тросового проводника в течение 10 мин усилием, равным 125% номинального тягового усилия привода.
После снятия нагрузки не должно быть остаточных деформаций и дефектов.