Фанерованием называется процесс облицовки деталей, изготовленных из малоценных хвойных пород, строганой фанерой более ценных древесных пород (дуба, ясеня, ореха, красного дерева). При этом не только облагораживается внешний вид изделий, но и улучшаются их качества, так как фанерованные детали более формоустойчивы. Вес фанерованных деталей меньше, чем вес деталей, сделанных из массива твердой или ценной породы.
Процесс фанерования состоит из следующих операций: подготовки основы, подготовки строганой (облицовочной) фанеры и наклеивания фанеры на основу.
Поверхность основы, на которую наклеивают фанеру, следует тщательно подготовить; на ней не должно быть неровностей в виде крупных волн, вырывов волокон, жирных пятен, серянок и сучков, которые высверливают и вместо них ставят заделки. Поверхность основы должна быть особенно ровной и гладкой в тех случаях, когда предстоит отделка полированием. Вмятины, трещины, вырывы на фанеруемой поверхности основы заделывают шпаклевкой, приготовленной из древесной муки или угля, замешанных на том же клее, которым фанеруют. Влажность фанеруемой основы 8—10%, а облицовочной фанеры — 6—8%, так как при нанесении клеевого раствора тонкая фанера сильно увлажняется и разбухает.
Поверхности рамок и щитов под фанерование выравнивают на трехцилиндровом шлифовальном или циклевальном станке, причем щиты предварительно выверяют по толщине.
Подготовка к фанерованию строганой фанеры и шпона состоит из операций раскроя, фугования кромок, подбора полос по цвету и текстуре и соединения в листы нужных размеров. Для раскроя строганой фанеры и шпона применяют гильотинные ножницы и круглопильные станки с кареткой, оборудованные надежным прижимом для закрепления пачки. При отсутствии этого оборудования раскрой производят на ленточнопильных станках.
Строганую фанеру и шпон раскраивают сразу целой пачкой. При раскрое как по длине, так и по ширине учитывают припуски на дальнейшую обработку. Припуск фанеры и шпона по ширине детали обычно составляет 10—15 мм на сторону. После опиловки пачку фанеры или шпона подают на кромкофуговальный станок для прифуговки кромок. Станок имеет круглую пилу для предварительной опиловки кромок и фрезерную головку для их окончательной обработки.
После прифуговки кромок полосы строганой фанеры или шпона склеивают в листы нужного по ширине размера. Березовый шпон, как правило, используют для облицовки невидимых поверхностей изделий или для фанерования первым слоем, поэтому по цвету и текстуре его не подбирают. Для лицевых поверхностей изделий строганую фанеру подбирают по цвету и текстуре. В зависимости от создаваемого рисунка подбор может быть простым или фигурным.
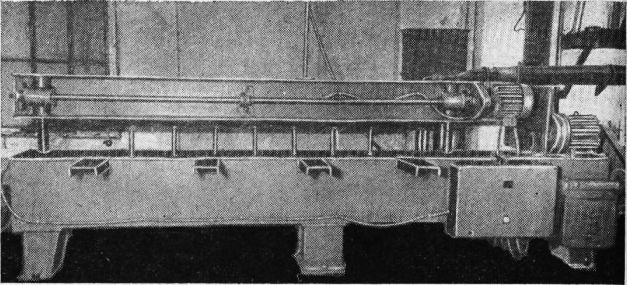
Рис. 1. Кромкофуговальный станок.
В простом подборе волокна во всех соединяемых полосах имеют долевое направление и рисунок, образованный текстурой полос, расположен симметрично по отношению к оси листа.
В фигурном подборе получаются различные геометрические фигуры, например наборы в елочку, крестом, шашечный, в конверт, с фризом. Наиболее часто встречаются первые три вида наборов.
Соединение отдельных полос строганой фанеры выполняют различными способами. При ручном способе стягивают полосы и наклеивают на места стыков клеевую ленту, предварительно смоченную водой. При механическом способе полосы фанеры склеивают на ребросклеивающих станках с помощью клеевой ленты и клея.
В стыках второго типа кромки полос фанеры склеивают так же, как и делянки щита. Второй способ имеет преимущества, но требует более точной прифуговки кромок.
Строганую фанеру, набранную из полос в широкий лист, наклеивают на основу клеевой лентой наружу. После фанерования бумажную ленту отшлифовывают.
Фанерование заключается в наклеивании строганой фанеры на основу и производится в гидравлических, пневматических, иногда электромеханических прессах, реже — вручную впритир (кромки, криволинейные детали, заделки).
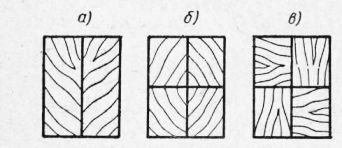
Рис. 2. Простейшие фигуры набора фанеры:
а — в елочку; б — крестом; в — шашечный.
Для обеспечения стабильности формы фанеруемых деталей следует руководствоваться правилом симметрии, располагая с каждой стороны от центральной оси симметрии сечения детали слои фанеры с одинаковым направлением волокон. Исключением могут быть только толстые детали квадратного сечения, а также кромки широких деталей, которые можно фанеровать с одной стороны.
В зависимости от требуемого качества, толщины фанеры и ширины деталей фанерование выполняют в один или два слоя. Так, узкие детали (шириной до 100 мм) при наличии тонкой фанеры оклеивают, как правило, в один слой, с совпадением направления волокон основы и фанеры. Если применяют толстую фанеру, направление ее волокон может быть перпендикулярным к направлению волокон основы.
Фанерование широких поверхностей (для изготовления высококачественных изделий) желательно выполнять в два слоя с каждой стороны. При этом для первого слоя применяют березовый шпон, направление волокон которого должно быть перпендикулярным к направлению волокон основы. Для второго слоя применяют облицовочную фанеру твердой или ценной породы дерева, при этом направление волокон должно совпадать с направлением волокон основы.
Фанерование в два слоя дает лучшие результаты, особенно на широких деталях и щитах, так как поперечный шпон препятствует короблению и изменению размеров основы при сушке и набухании.
При фанеровании в один слой клей наносят на обе поверхности основы, а при фанеровании в два слоя — на обе стороны внутреннего шпона. Намазывают клей с помощью клеенамазоч-ных вальцов. Расход клея 150—250 г/м2\ он может изменяться в зависимости от материала основы. Запрессовка фанеруемых деталей мебели осуществляется в гидравлических прессах, обогреваемых паром.
После остывания фанерованные детали и щиты мебели поступают на дальнейшую станочную обработку (снятие свесов фанеры, выборка гнезд, шлифование и т. п.). При фанеровании холодным способом применяют другой режим фанерования.
Кромки щитов и узкие бруски чаще всего фанеруют в шланговых пневматических прессах с контактным электронагревом. Гнутоклееные детали лучше всего фанеровать заодно с выклей-кой самой детали. Криволинейные детали можно фанеровать в жестких пресс-формах с помощью гибких лент, в резиновых мешках под вакуумом и пр.
Наряду с горячим способом склеивания и фанерования кар-бамидными клеями применяют холодный способ. Для этого используют клеи на основе смол МФ-17, М-70, М-4 и М-60.
Качество фанерования оценивают прочностью приклеивания к основе строганой фанеры и состоянием поверхности последней.