Для сварки металлов применяют специальное оборудование: сварочные генераторы, трансформаторы, выпрямители.
К основным параметрам, характеризующим источник питания, можно отнести: напряжение холостого хода, установившуюся силу тока короткого замыкания, жесткость рабочих характеристик. Напряжение холостого хода должно быть достаточным для возбуждения дуги. Чем в большем диапазоне можно регулировать величину сварочного тока, тем более универсален источник питания. Следовательно, источник питания должен иметь систему регулирования, переключающую его на работу по нескольким внешним характеристикам. Внешняя характеристика, учитывая особенности сварочной дуги, должна быть крутопадающей. Во время сварки длина дуги изменяется из-за оплавления электрода. Это приводит к изменению величины сварочного тока и напряжения. Для устойчивого горения дуги необходимо, чтобы система регулирования напряжения была достаточно быстродействующей.
При сварке переменным током дуга каждые полпериода гаснет, несколько остывая, поэтому уменьшается ионизация. Следовательно, для того чтобы дуга горела стабильно, необходимо подавать напряжение более высокое, чем при сварке постоянным током. Для получения падающих внешних характеристик как на постоянном, так и на переменном токе применяют специальные системы (например, у сварочных генераторов — систему возбуждения).
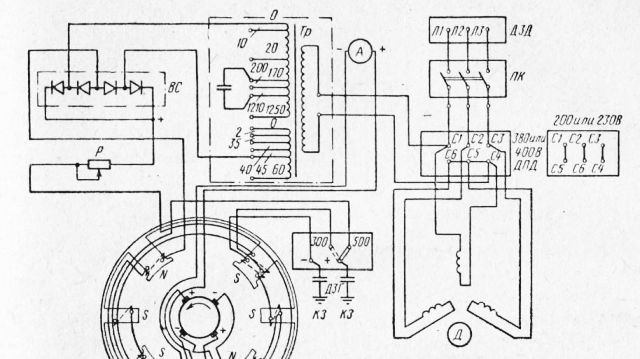
Рис. 1. Принципиальная электрическая схема преобразователя ПСО-500
Сварочные генераторы. Различают четыре основных типа сварочных генераторов: с размагничивающей последовательной и намагничивающей независимой обмотками возбуждения; с размагничивающей последовательной и намагничивающей параллельной обмотками; с расщепленными полюсами; с поперечным полем.
Генератор ГСО-500 установлен в преобразователе ПСО-500. Это четырехполюсный генератор постоянного тока с независимым возбуждением и размагничивающей последовательной обмоткой. Независимая и последовательная обмотки расположены на разных полюсах. Размагничивающая последовательная обмотка обеспечивает падающую внешнюю характеристику. Независимая обмотка получает питание от сети переменного тока через феррорезонансный стабилизатор напряжения и селеновый выпрямитель ВС.
В цепи обмотки независимого возбуждения установлен реостат, с помощью которого регулируется напряжение холостого хода генератора, а от напряжения холостого хода зависит величина сварочного тока. Регулирование сварочного тока возможно в диапазоне 125—500 А. Для того чтобы во всем диапазоне регулирования сварочного тока напряжение холостого хода не выходило за пределы 50—90 В, катушки последовательной обмотки возбуждения выполнены с промежуточными отводами, позволяющими ослабить размагничивающее действие этой обмотки при большик величинах тока.
На рис. 2 показаны внешние характеристики генератора при различном сопротивлении реостата и определенном числе витков последовательной обмотки: сплошные линии — характеристики при работе генератора на ступени больших токов, пунктирные — на ступени малых токов: 1 — реостат полностью выведен, 2 — введен.
На заводе-изготовителе преобразователей, учитывая постепенное понижение напряжения выпрямителя в результате старения, рассчитали цепь возбуждения генератора с некоторым запасом, что дает возможность на первых этапах работы преобразователя повышать силу сварочного тока на ступени малых токов выше 300 А, а на ступени больших токов — выше 500 А. Однако работа генераторов с повышенной силой тока на обеих ступенях заводом не гарантируется. Для обеспечения нормальной коммутации генератор снабжен двумя дополнительными полюсами.
Преобразователь ПСО-500 предназначен для автоматической, полуавтоматической и ручной сварки открытой дугой при силе тока 125—500 А. Он смонтирован на подвижной платформе, а вся пускорегулирующая и контрольная аппаратура — в общих коробках. Контроль величины сварочного тока осуществляется с помощью амперметра, который включен в цепи якоря генератора.
Генератор СГ-300М относится к типу генераторов с расщепленными полюсами. Генератор имеет четыре главных и два дополнительных полюса. Главные полюса имеют полярность не чередующуюся, как у обычных генераторов, а полюса N\—N2 и Si—S2 стоят рядом. Получается, что генератор имеет как бы два полюса, но они расщеплены. Полюса Ni и 5! являются главными, полюса N2 и S2, расположенные по горизонтали, называются поперечными. На главных полюсах расположена обмотка ПОВг, на поперечных — ПОВп. Обмотки ПОВг и ПОВп подключены к щетке 1 и дополнительной щетке 3. В цепь обмотки ПОВа включен реостат РТ. Щетка установлена так, чтобы напряжение на обмотках возбуждения в основном зависело от главных полюсов. При нагрузке якоря создается реакция FH.г, которая действует согласно магнитному потоку главных полюсов, но вследствие большого насыщения намагничивающее действие реакции якоря мало сказывается.
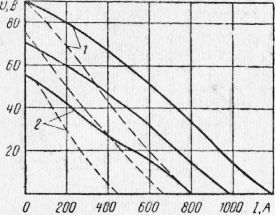
Рис. 2. Внешние характеристики генератора ГСО-500
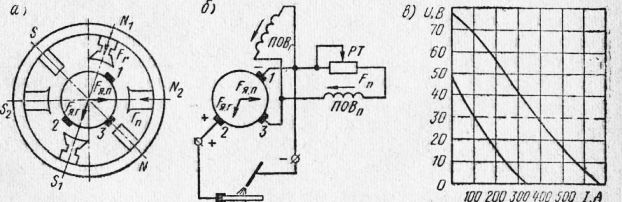
Рис. 3. Магнитная система (а), электрическая схема (б) и внешние характеристики (е) сварочного генератора СГ-300М
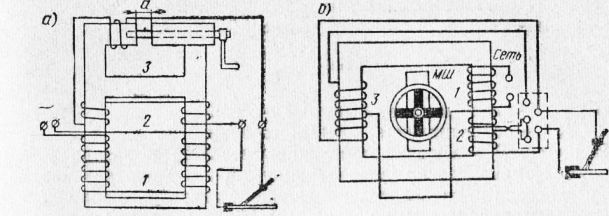
Рис. 4. Схемы сварочных трансформаторов
Сварочные трансформаторы. В основном все трансформаторы, применяемые на судне, являются понижающими, с напряжением первичной цепи 127, 220, 380 В, вторичной цепи 60—70 В на холостом ходу, а при нагрузке 30—40 В. Величину сварочного тока регулируют за счет введения в ц&пь дуги большого регулируемого индуктивного резистора в виде реактора насыщения. Применяемые для сварки однофазные трансформаторы можно разделить на три типа: с отдельным дросселем, со встроенным дросселем, с магнитным шунтом.
Трансформатор СТН — однофазный, с первичной обмоткой, рассчитанной на 127, 220 и 380 В и расположенной симметрично на стержнях. Железо трансформатора набрано из отдельных пластин электротехнической стали толщиной 0,5—1 мм, изолированных друг от друга. На этих же стержнях симметрично расположена вторичная обмотка, а в сварочную цепь последовательно включено индуктивное сопротивление (обмотка дросселя). Стержень, на котором расположена обмотка дросселя, разъемный. Величину зазора а можно менять вращением ручки регулятора. Винтовой механизм перемещает подвижную часть магиитопровода. Индуктивное сопротивление xL зависит от индуктивности, которая, в свою очередь, зависит от числа витков и сопротивления магнитного пути:
Величина RM п зависит от величины воздушного зазора в сердечнике. Изменяя зазор, меняют индуктивное сопротивление обмотки дросселя и, следовательно, величину сварочного тока. Дроссель обладает большим индуктивным сопротивлением, что дает возможность создать падающую вольт-амперную характеристику.
Кроме электрической связи, между вторичной обмоткой и обмоткой дросселя существует магнитная связь, поэтому в обмотке дросселя наводится э.д.с., которая добавляется к напряжению вторичной цепи. Поэтому напряжение холостого хода при работе на малых величинах сварочного тока несколько выше, чем при больших. Это способствует возбуждению дуги и придает ей устойчивость. В трансформаторах типа СТНД вращение маховика, служащего для передвижения подвижной части магнитопровода, осуществляется с помощью электродвигателя. Эго дает возможность изменять силу сварочного тока дистанционно.
Трансформатор компактен по конструкции, на его изготовление расходуется гораздо меньше материалов, чем на трансформаторы с отдельными реакторами.
Трансформатор СТЭ также является понижающим однофазным трансформатором с напряжением первичной цепи 127, 220, 380 В. Первичная обмотка расположена на стержнях симметрично, поверх первичной обмотки расположена вторичная. Обмотки изготовляют из электролитической меди, сечение вторичной обмотки намного больше сечения первичной. Напряжение вторичной обмотки на холостом ходу 60—65 В, а при номинальной нагрузке — 30 В.
Трансформатор установлен на колесах и закрыт кожухом. Для регулирования силы сварочного тока в цепь последовательно со вторичной обмоткой включается дроссель, который также установлен на колесах. Обмотки дросселя расположены на магнито-проводе и обладают большим индуктивным сопротивлением, которое зависит от величины воздушного зазора в сердечнике (его изменяют с помощью маховичка). На подвижной части магнитопровода укреплена стрелка, перемещающаяся по шкале на корпусе регулятора. По положению стрелки можно судить о величине сварочного тока. Большое индуктивное сопротивление реактора позволяет получить падающую вольт-амперную характеристику. Для различных марок трансформаторов такого типа величина номинального тока 220—500 А.
Трансформатор СТАН — двухстержневой. На одном из стержней расположены первичная и вторичная обмотки, а на другом — реактивная катушка. Вторичная обмотка изготовлена двухсекционной (для ступенчатого регулирования величины сварочного тока), концы обеих ее частей выходят на выводную панель, где можно их соединять в требуемую для сварки схему. Реактивная катушка (индуктивное сопротивление), включаемая последовательно со вторичной обмоткой, служит для регулирования величины сварочного тока и получения падающих вольт-амперных характеристик.
Магнитный поток, создаваемый первичной обмоткой, наводит в реактивной обмотке э.д.с., которая складывается с напряжением вторичной обмотки. Индуктивное сопротивление реактивной катушки изменяется в зависимости от величины сопротивления магнитного пути. Сопротивление магнитного пути, а также величина магнитного потока, пронизывающего магнитную катушку, изменяются магнитным шунтом МШ, расположенным между стержнями трансформатора, вследствие чего меняется напряжение в сварочной цепи, и, следовательно, величина сварочного тока. Напряжение холостого хода трансформатора при работе его на первой ступени выше (70 В), чем при работе на второй ступени (60 В).
Сварочные выпрямители. У выпрямителей есть преимущества перед вращающимися преобразователями: они не имеют вращающихся частей. Развитие полупроводниковой техники позволяет получить сварочные преобразователи, небольшие по размерам и с большой величиной выпрямленного тока; их можно применять для одно- и многопостовой сварки; стоимость их ниже, а эксплуатация проще.
Выпрямитель СПС-100 состоит из понижающего трехфазного трансформатора Тр\ в каждую его фазу включены рабочие обмотки POl, Р02, РОЗ дросселей насыщения Д1, Д2, ДЗ с обмотками управления У01, У02, УОЗ, которые питаются от отдельного полупроводникового преобразователя (на схеме не указан). В цепь обмотки управления включен регулировочный резистор РТ. При изменении силы тока в обмотке управления изменяется индуктивное сопротивление рабочих обмоток дросселя и, следовательно, величина сварочного тока. Для получения более пологой внешней характеристики имеется положительная обратная связь, обмотки которой ОС1, ОС2 и ОСЗ расположены на сердечниках дросселей и вводятся переключателем П.
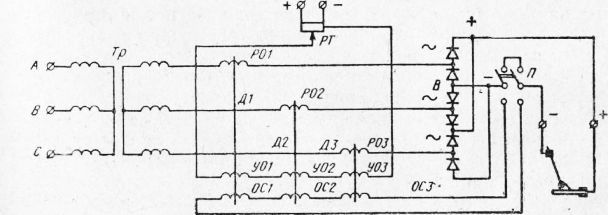
Рис. 5. Схема сварочного выпрямителя СПС-100
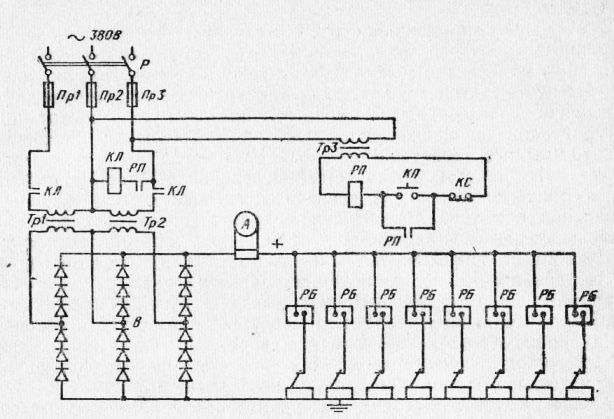
Рис. 6. Принципиальная электрическая схема многопостового сварочного выпрямителя
Выпрямитель В рассчитан на силу тока не более 100 А. Напряжение холостого хода 60—65 В.
Для сварки большими токами используют более мощные выпрямители, позволяющие организовать многопостовые установки (рис. 108). На схеме показаны трансформаторы Тр1 и Тр2 типа ТСД, включенные в трехфазную линию по схеме открытого треугольника.
Для обеспечения необходимого сварочного напряжения постоянного тока и компенсации потерь в выпрямительном блоке В на вторичных обмотках трансформаторов делают отпайки, благодаря которым можно изменять напряжение холостого хода. Блок выпрямителя смонтирован по трехфазной мостовой схеме, что обеспечивает равномерную загрузку силовой сети. Кроме того, уменьшается на 30% число выпрямительных шайб, и для получения одной и той же величины выпрямленного тока нужны трансформаторы меньшей мощности.
Регулирование величины сварочного тока возможно на каждом из сварочных постов (с помощью балластных реостатов типа РБ-200 или РБ-300). Номинальный ток такой установки — 300 А, напряжение холостого хода выпрямителя — 80 В (напряжение при номинальной нагрузке падает до 63 В), к.п.д.— 0,68 (выше, чем у сварочного агрегата).
Буквенные обозначения на рис. 108 означают: Р — рубильник; KЛ — катушки линейного контактора и его контакты; РП — реле промежуточное; КП и КС — кнопки «пуск» и «стоп».