Процесс электрокислородной резки состоит в том, что при возбуждении дуги электродом расплавляются поверхностные участки металла, которые выдуваются струей кислорода, подаваемого в дугу. Таким образом, кислород приходит в соприкосновение с твердыми нижележащими участками металла, подогретыми до температуры воспламенения, взаимодействуя с ними, окисляет металл и подогревает нижележащие и прилежащие участки.
Струя кислорода не только окисляет (сжигает) металл, но одновременно механически выдувает образующиеся при резке шлаки и жидкий металл из полости реза. Таким образом, процесс резки становится непрерывным.
Резка производится трубчатыми электродами со специальным покрытием. Могут быть использованы металлические, угольные (угольно-графитовые) и керамические (карборундовые) трубки.
Карборундовые и металлокерамические электроды обладают повышенной стойкостью. Длина трубки 250—300 мм, диаметр карборундовой 15 мм, а метал-локерамической — 8—10 мм. На эти трубки наносится металлическая рубашка и поверх нее стабилизирующее минеральное покрытие.
Для подводной электрокислородной резки применяются электроды ЭПР-1. Эти электроды длиной 350 мм изготовляются из толстостенной цельнотянутой трубки наружным диаметром 7 мм я внутренним 2,5 мм (ГОСТ 1050—60). Как и для сварки, трубчатые электроды имеют специальное покрытие. Перед резкой производится разметка и укладываются направляющие планки.
Электрокислородная резка начинается с подачи кислорода, а затем возбуждается дуга. Если сначала возбуждать дугу, а потом подавать кислород, брызги расплавленного металла и шлаки попадают в канал электрода, достигают уплотнения головки держателя, а это часто приводит к загоранию прокладок и выходу держателя из строя.
Исследования показали, что измененная схема начала электрокислородной резки полностью исключает попадание шлаков и брызг металла в канал электрода и головку держателя и тем самым резко повышает его стойкость.
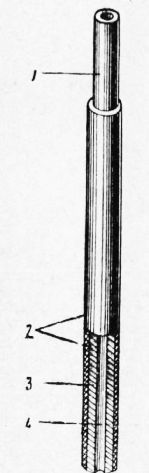
Рис. 1. Металлический трубчатый электрод для подводной электрокислородной резки:
1 — оголенный участок; 2 — покрытие; 3 — толстостенная стальная трубка; 4 — канал для подачи кислорода
После включения тока по команде водолаза, он нажимает на рычаг киелородного клапана, убеждается в подаче кислорода, затем касается электродом разрезаемого металла и возбуждает дугу.
Поддерживая постоянство горения дуги, водолаз по мере сгорания электрода опускает руку и перемещает электрод вдоль линии реза с наклоном в 10—15° от вертикали в сторону, обратную направлению резки.
При резке тонких листов электрод ведется вдоль намеченной линии реза по поверхности металла. При резке толстых листов электрод углубляется в жидкий металл, как это делается при электродуговой резке.
При резке необходимо следить, чтобы всегда горела дуга, иначе процесс прекратится. При прекращении резки сначала следует оборвать дугу, а затем перекрыть подачу кислорода. Если сделать наоборот, то шлаки и брызги металла устремятся в канал трубчатого электрода и засорят его, а также могут вызвать загорание головки (паронитовых прокладок) и выход из строя электрододержателя.
Оборудование и инструмент для подводной электрокислородной резки металлов. Для электрокислородной резки используется тот же сварочный пост, что и при электродуговой сварке, за исключением электрододержателя.
При электрокислородной резке собирается установка, состоящая из сварочного генератора (агрегата) 3, баллона 1 (или батареи баллонов) с кислородом, специального электрододержателя, редуктора, кабелей и шлангов соответствующей длины. Сварочные генераторы используются те же, что и при подводной сварке. Редукторы, шланги и баллоны применяются такие же, как и при бензокислородной резке.
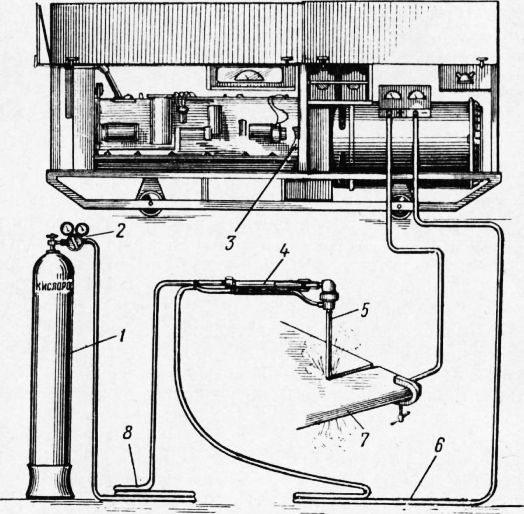
Рис. 2. Установка для подводной электрокислородной резки металла:
1 — баллон с кислородом; 2 — редуктор; 3 — сварочный агрегат; 4 — электро-додержатель; 5 — электрод; 6 — сварочный кабель; 7 — изделие; 8 — кислородный шланг
Электрододержатель объединяет в себе токоподвод и подачу кислорода, при помощи которого резчик управляет процессом резки. Наиболее широкое распространение получил электрододержатель типа ЭКД-4. Он состоит из головки, корпуса, кислородного клапана с рычагом и рукоятки с обоймой для крепления сварочного кабеля. Головка электр ододержа-теля для лучшей гидро- и элекроизоляции помещена в текстолитовую чашку, имеющую отверстия для прохода электрода и постановки сварочного кабеля.
Электрододержатель должен обеспечивать быструю смену электродов во время работы и исключать утечку кислорода.
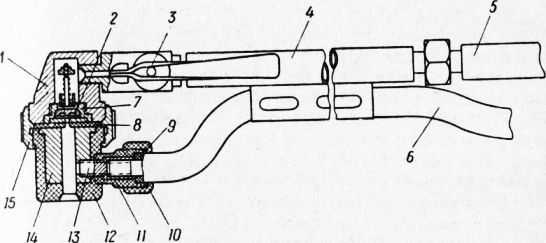
Рис. 3. Электрододержатель ЭКД-4:
1 — корпус; 2 — невозвратный клапан; 3— кислородный клапан с рычагом; 4 рукоятка с обоймой; 5 — кислородный шланг; 6 — токоведущий (сварочный) кабель; 7 — предохранительный клапан; 8 — паронитовая прокладка; 9 — резиновая прокладка; 10 — накидная гайка; 11 — текстолитовая втулка; 12 — текстолитовая чашка; 13 — нарезной контакт с текстолитовой втулкой; 14 — головка; 15 — накидная гайка
Особенностью электрододержателя ЭКД-4 является наличие в его корпусе предохранительного клапана, защищающего головку и шланг от так называемого «обратного удара», т. е. явления, когда расплавленный металл за счет разности давлений в окружающей среде и канале электрода устремляется вверх по трубчатому электроду и проникает в головку электрододержателя. Как следствие происходит загорание прокладок, а иногда всей головки. Чтобы огонь не пошел дальше, в предохранительном клапане поставлен невозвратный клапан. При увеличении наружного давления головка клапана перекрывает канал и не дает пламени пойти дальше.
Головка прикрепляется к корпусу накидной гайкой. Сбоку у головки для присоединения к держателю сварочного кабеля 6 предусмотрен нарезной контакт. Крепление кабеля осуществляется при помощи текстолитовой втулки и накидной гайки, поставленной на резиновой прокладке.
Кислородный шланг 5 надевается на ниппель рукоятки, представляющей собой латунную трубку с припаянной к ней обоймой для сварочного (токоведущего) кабеля. Электрод вставляется в глухое отверстие головки 14 до упора и зажимается винтовым зажимом.
Для управления подачей кислорода в электрододер-жателе ЭКД-4 предусмотрен кислородный клапан с рычагом. Рычаг расположен слева, и поэтому легко управлять пуском кислорода, нажимая большим пальцем правой руки, не меняя при этом ее положения.
При работе с держателем необходимо следить за гидро- и электроизоляцией контакта, плотностью кис-лородопровода и головки и соблюдать правильную технологическую схему зажигания и обрыва дуги.
К неисправностям держателя относятся отсутствие подачи кислорода, связанное обычно с засорением канала электрода или головки держателя, и отсутствие подачи электрического тока при плохом контакте кабеля с головкой держателя.
Устранение этих неисправностей, так же как смена уплотнительных прокладок, затруднений не представляет; если держатель откажет во время работы водолаза под водой, держатель следует подать наверх, предварительно доложив о случившемся по телефону. Сварочный ток при этом отключается.
Порядок сборки и разборки установки аналогичен порядку сборки и разборки установки для бензокислородной резки. Перед сборкой установки проверяется исправность всех ее узлов. Это необходимо для бесперебойной (нормальной) работы водолаза под водой. Сборка установки начинается с набора батареи кислородных баллонов (при большом объеме работ), затем производится снятие колпаков и заглушек с вентилей кислород-пых баллонов и секундная их (вентилей) продувка.
Баллоны соединяются в батарею. Если объем -работы невелик, берется один баллон, на котором закрепляется редуктор. После закрепления редуктора на баллоне также производится секундная продувка редуктора. Для этой цели вентиль открывается, а регулировочный винт редуктора завинчивается по часовой стрелке. При этом редуктор открывается и кислород выходит наружу, унося с собой пыль и грязь, попавшую в выходной штуцер редуктора. Затем надевается кислородный шланг, который также открытием вентиля баллона и редуктора подвергается секундной продувке.
После продувки кислородный шланг надевается на ниппель электрододержателя ЭКД-4. Электрододержатель подвергается продувке и проверяется на укупорку, т. е. на него дается рабочее давление; при закрытом клапане и вставленном электроде он опускается в ведро с водой. При этом не должно быть просачивания кислорода. Затем в ведре с водой рычаг нажимается, но при этом пальцем зажимается торец трубчатого электрода. И в этом случае не должно быть боковой утечки кислорода через гнездо в головке держателя. Но если будет обнаружена утечка кислорода, то в электрододержателе производится смена прокладок и усиливается затяжка головки.
После проверки всей кислородной магистрали к электрододержателю подсоединяется сварочный кабель, который своим вторым концом присоединяется к минусу на борновой доске сварочного агрегата. Второй кабель присоединяется к плюсу и подается непосредственно к разрезаемому изделию. Перед опусканием второго кабеля под воду производится проверка электрической цепи на поверхности пуском агрегата и зажиганием дуги.
Только после проверки всей установки спускают водолаза и передают ему электрододержатель и второй конец сварочного кабеля, который присоединяется водолазом к объекту резки. Обычно их передают после того, как водолаз уже пришел на место работ и подал соответствующую команду. При передаче кабеля и электрододержателя сварочная цепь должна быть обесточена (разомкнута).
Во время работы водолаз-резчик должен иметь при себе запас электродов и вспомогательный инструмент.