Долбление является технологической операцией, при которой в детали продалбливают гнезда, проушины, пазы и сквозные отверстия прямоугольной формы. Долбление производят долотом (рис. 64, а), изготовляемым из инструментальной стали. Угол заточки долота 25°, ширина резца от 6—20 мм, толщина от 8—11 мм, длина 165—200 мм. Долото должно соответствовать ширине выдалбливаемого гнезда. Долбление производят по разметке, для чего долото ставят лезвием поперек волокон, вертикально вдоль риски, фаской к гнезду и киянкой наносят удары по ручке долота. Сначала легким ударом по ручке долота несколько углубляют в древесину, потом его вынимают и переставляют немного вперед, придав некоторый наклон долота к себе, и снова ударяют, подрубая волокна и выбрасывая из гнезда вырубленную древесину. Этот процесс продолжают до тех пор, пока долото не дойдет до требуемой глубины гнезда, в результате чего древесина будет выдолблена. Чтобы выдолбить левую сторону гнезда, необходимо придать долоту обратное положение и долбить в том же порядке.
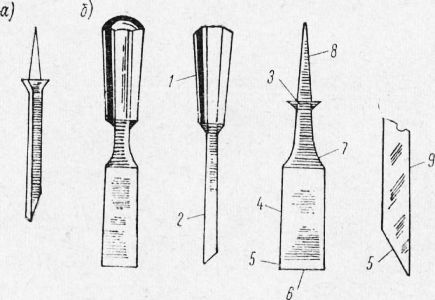
Рис. 1. Инструмент для долбления: а—долото; б — стамеска.
1 — штылек; 2 — стамеска; 3 — венчик; 4 —лопасть; 5—фаска; 6 — лезвие; 7 — шейка; 8 — хвост; 9 — лицо.
Отверстия н гнезда в крупных деталях обычно долбят сидя „а обрабатываемой детали. Небольшие детали долбят на верстаке, к которому деталь крепится струбциной.
Для долбления отверстий в тонких деталях, обрезки торцов, подстрожки кромок, зачистки, снятия фасок в углах, обработки кривых поверхностей применяют стамески. Лопасть стамески тоньше долота, угол заострения 15—25°, ширина от 3-50 мм. При подстрагивании стамеску правой рукой держат за ручку так, чтобы торец ручки упирался в ладонь; лопасть держат левой рукой в обхват и правой рукой нажимают на торец рукоятки, левой прижимая железку к обрабатываемой поверхности, направляя ее по риске.