В подводном судоремонте чеканка пневматическими рубильно-чеканочпыми молотками применяется для уплотнения заклепочных и частично сварных соединений. От конструкции соединения (встык или внахлестку, строганые кромки или нет и т. д.) зависит метод чеканки кромок.
Если листы обшивки строганы под прямым углом или совсем не строганы, то перед чеканкой необходимо снять фаску. При чеканке нестроганых кромок чекан устанавливается под углом 35—40°, острым углом вверх. Край листа осаживается на высоте, примерно равной 2/з его толщины. Образовавшаяся в кромке канавка подрубается сверху зубилом и получается фаска. Затем кривым чеканом производят уплотнение кромки, и она плотно прилегает к соседнему листу. Для более плотного прилегания листов друг к другу производится повторное уплотнение кромки чеканом с более узким бойком.
При чеканке строганых кромок производятся те же операции, но первоначальная канавка делается чеканом с закругленным бойком. Следует учитывать, что от сильной и продолжительной чеканки кромка листа начинает выгибаться, между кромкой и заклепкой образуется просвет и вместо уплотнения соединения и прекращения водотечности шва фильтрация может увеличиться, особенно при работе в подводных условиях, где корпус судна находится под воздействием гидростатического давления забортной воды. При чеканке кромок во избежание повреждения нижнего листа нельзя чекан устанавливать острой кромкой вниз.
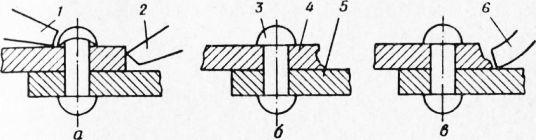
Рис. 1. Чеканка нестроганых кромок. Уплотнение дефектной заклепки с полукруглой (нормальной) головкой:
1 — чекан для осадки заклепок; 2 — чекан с острым углом для чеканки кромок; 3 — заклепка; 4 — кромка листа с канавкой после чеканки чеканом 5 кромка листа обшивки; 6 — фигурный чекан для уплотнения кромок У листов
При помощи чеканки укрепляются ослабленные головки заклепок. Для этой цели чекан с вогнутым бойком устанавливают под некоторым углом и проходят им по всей окружности головки.
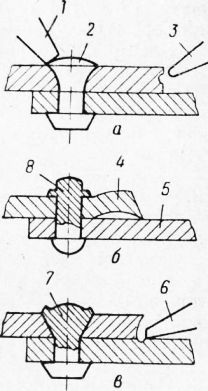
Рис. 2. Дефекты при чеканке кромок.
Уплотнение дефектных заклепок: 1 — чекан для осадки заклепок; 2 — дефектная заклепка с потайной головкой; 3 — чекан с закругленным бойком для чеканки строганых кромок; 4 — брак от чрезмерной чеканки кромки — кромка погнулась и образовался просвет; 5 — лист обшивки; 6 — неправильное положение чекана — острым углом вниз, в результате подрез кромки листа обшивки; 7, 8 — уплотнение заклепок сильной осадкой при этом чекан следует держать нормально к поверхности головки заклепки. После этого фигурным чеканом производят уплотнение кромок ударами чеканочного молотка. Если обнаружена водотеч-ность заклепочного шва, то сначала производится уплотнение головок отдельных заклепок, а после этого зачека-ниваются кромки листа.
Если заклепка значительно ослабла, то ее уплотняют сильной осадкой головки сверху и последующей чеканкой кромок или подваркой головок. При толщине листов менее 5 мм уплотнять заклепочные швы чеканкой нельзя, так как листы выпучиваются. В этом случае водотечность устраняется подваркой кромок листов и обваркой головок заклепок.